
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Особенности формовки литейных форм при производстве отливок из алюминиевых сплавов.
Алюминиевые сплавы. Они обладают высокой прочностью, удовлетворительными литейными свойствами, коррозионной стойкостью.
Улучшению технологичности и повышению прочности отливок из алюминиевых сплавов, устранению коробления и трещин способствуют технологические приливы, ребра жесткости, стяжки и т. д. Как правило, эти элементы, придающие жесткость отливке в процессе затвердевания и охлаждения, удаляют последующей обработкой резанием. Особенно необходимо применять такие меры при литье отливок большой протяженности и со стенками переменного сечения.
Для алюминиевых отливок применяют практически все известные типы литниковых систем. Часто применяют рожковые питатели, позволяющие подводить расплав в любые труднодоступные полости, расположенные вне плоскости разъема формы. Нижнюю литниковую систему легко удаляют при обрубке. Нижняя литниковая система не дает возможности получить качественные тонкостенные отливки с большой оребренной поверхностью.
Верхняя литниковая система наиболее проста в изготовлении. Но свободное падение струи металла в полость формы приводит к перемешиванию и захвату воздуха струей. Алюминиевые сплавы склонны к окислению, поэтому верхняя литниковая система имеет ограниченное применение. Во всяком случае высота отливки не должна превышать 200 мм. При изготовлении форм для тонкостенных высоких алюминиевых отливок применяют ярусные литниковые системы. Заполнение формы и условия кристаллизации отливок наиболее благоприятны, так как горячая струя металла попадает в верхнюю часть формы, а последовательная заливка способствует спокойному заполнению и вытеснению воздуха. Такими же преимуществами, как и ярусная, обладает вертикальная щелевая литниковая система. Но и она требует часто формовки в нескольких опоках, выполнять ее в форме трудно, усложняется также и обрубка отливок; при литье в песчаные формы ее применяют редко. При изготовлении крупных и сложных корпусных отливок используют комбинированные литниковые системы. Они обладают преимуществами верхней и вертикальной щелевой системы; недостатками их являются увеличенный расход металла и трудность обрубки отливок. Обычно применяют расширяющиеся литниковые системы с соотношением элементов: Fст : Fшл : Fпит = 1:2:3 или 1:3:6.
Для уменьшения скорости течения расплава и лучшего отделения шлака в каналах формы применяют металлические сетки, а также сетки из стеклоткани.
Для питания отливок из алюминиевых сплавов используют прибыли — прямые открытые или отводные открытые и закрытые. Статический напор металла, создаваемый сплавом в прибыли на отливку, невелик вследствие невысокой плотности алюминия. Поэтому даже высокая прибыль недостаточна для пропитки мелких закрытых пор. Поэтому на практике применяют доливку горячего сплава в прибыль, подвод горячего сплава из литниковой системы в прибыль, утепление прибылей.
Для получения плотных отливок практикуют установку наружных и внутренних холодильников из чугуна, бронзы, алюминиевых сплавов. Последние применяют для внутренних холодильников. Наружные холодильники прокаливают для удаления следов масла, затем на их поверхность наносят при 40—50°С слой масляного крепителя (олифа, 4ГУ). Поверхность холодильников присыпают сухим кварцевым песком и сушат при 200—250°С в течение 3—4 ч.
Для изготовления формовочных смесей используют мелкозернистые формовочные пески. Формы и стержни для сплавов системы Al — Mg, склонных к окислению, опрыскивают раствором борной кислоты 2—3%-ной концентрации.
Крупные отливки с несложными внутренними полостями изготовляют с сырыми стержнями из обычной формовочной смеси, а также из ХТС.
Площадь сечения стояка для отливок из алюминиевых сплавов определяют по номограмме (рис. 118).
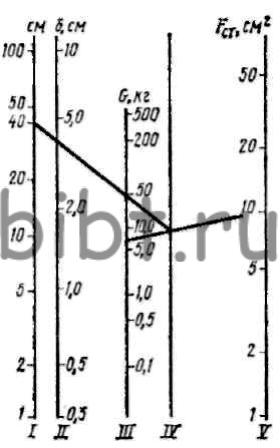
Рис. 118. Номограмма для определения площадей сечения стояка отливок из алюминиевых сплавов
По высоте (шкала I) и массе отливки (шкала III) находят точки, которые соединяют прямой линией. Эту линию продолжают до пересечения со шкалой IV. Точку пересечения соединяют с точкой (средняя толщина отливки) на шкале II и эту прямую продолжают до пересечения со шкалой V. Точка на шкале V соответствует площади сечения стояка для данной отливки.