
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Формовка по пенополистироловым моделям. Технологический процесс изготовления отливок с использованием пенополистирола.
Особенности формовки. В настоящее время в литейном производстве применяют синтетический материал — пенополистирол. Наиболее эффективно его используют для изготовления моделей крупных отливок массой до 30 т, литниковых систем, прибылей, иногда жеребеек, отъемных частей модели.
Пенополистирол при нагревании разлагается с образованием газов, имеет небольшую плотность, в 5 — 50 раз легче воды, плавится при 164°С, при 316°С испаряется, а при 576°С горит. Вследствие большой пористости обладает весьма низкой теплопроводностью.
Технологический процесс изготовления отливок с использованием пенополистирола в основном заключается в следующем. К модели (рис. 98) приклеивают питатель и вертикальный стояк с литниковой воронкой.

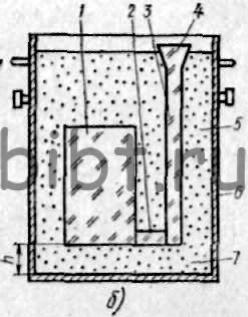
Рис. 98. Изготовление отливки по пенополистироловой модели:
а — модель в сборе, б —форма; 1 — модель отливки, 2— питатель, 3 — стояк. 4 — воронка, 5 — песок кварцевый, 6 — опока, 7 — слой смеси под моделью
Затем устанавливают в опоку модель отливки со всей литниковой системой. В опоку предварительно помещают слой формовочной смеси высотой 50—100 мм. Затем производят формовку в смеси или сухом песке. Модель не извлекают из формы. В процессе заливки пенополистирол газифицируется за счет теплоты заливаемого металла. Таким путем полость формы освобождается для металла.
Преимущества метода литья по пенополистироловым моделям заключаются в следующем:
1. Модель максимально точно, с учетом усадки сплава, воспроизводит копию отливки. На модели выполняют полости, поднутрения, отверстия. Это позволяет не применять стержни и стержневые ящики. Даже сложная модель может быть изготовлена неразъемной.
2. Упрощается и удешевляется изготовление моделей вследствие легкой обрабатываемости пенополистирола.
3. Модель при заливке остается в форме, т. е. не извлекается Из нее, поэтому на ней не делают формовочные уклоны и не используют отъемные части.
4. Уменьшается расход металла на изготовление отливки за счет отсутствия литейных уклонов, конусностей.
К преимуществам данного способа следует также отнести облегчение труда модельщиков, сокращение потребности в подъемно-транспортных средствах, резкое уменьшение производственных площадей.