
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Изготовление пенополистироловой модели. Окраска пенополистироловой модели.
Для изготовления крупных моделей при формовке вручную применяют в качестве заготовок плиты из вспененного полистирола. Размеры плит, выпускаемые отечественными заводами, имеют по длине 900—3000 мм, по ширине 800—1000 и по толщине 100—200 мм. В литейном производстве применяют плиты блочного пенополистирола ПСБ-Л с плотностью не выше 15 — 20 кг/м3; он отличается постоянством свойств, пониженным выделением свободного углерода. При испытаниях на изгиб образцы такого пенополистирола имеют прочность в среднем 196 кПа. Чертеж пенополистироловой модели разрабатывает технолог литейного цеха. Особенностью проектирования отливки в данном случае является отсутствие указаний по назначению плоскости; разъема формы и модели, отсутствие стержней, необходимых обычно для изготовления в отливках отверстий, поднутрений, полостей; отсутствие уклонов и отъемных частей на модели.
Плиты пенополистирола в соответствии с чертежом отливки размечают мерительным инструментом: усадочными метрами, циркулями и др. Разметку выполняют на специальных столах, фрезерованных по плоскости. Для обработки пригодны деревообрабатывающие станки. Плиты разрезают дисковыми и ленточными пилами с мелким зубом, обрабатывают по толщине на фуговальных и рейсмусовых станках. Отверстия прорезают на станках, работающих по принципу лобзика.
Заготовки для последующей механической обработки вырезают так называемым «тепловым ножом» или нагретой проволокой, которая плавит пенополистирол в зоне резания. Проволоку из нихрома нагревают электрическим напряжением 4 -10 В до температуры 300—350°С. Для отделки и доводки до требуемой шероховатости поверхности заготовки обрабатывают абразивным инструментом, чаще это стальной диск, зажатый в патрон токарного станка. На поверхность стального диска наклеена абразивная шкурка заданной зернистости. Иногда обработку частей модели ведут на специальных фрезерных станках с частотой вращения шпинделя 20 — 30 тыс. об/мин. Комплект заготовок (части модели) склеивают клеем — поливинилбутералем. Все швы между частями модели заклеивают липкой лентой. После затвердевания клея модель взвешивают и на нее наклеивают паспорт; цифры, изготовленные из пластмассы и наклеенные на поверхность модели, обозначают номер детали, помер партии деталей и т. д. В таком виде пенополистироловую модель направляют в литейный цех. На рис. 99 изображена такая модель с элементами литниковой системы.
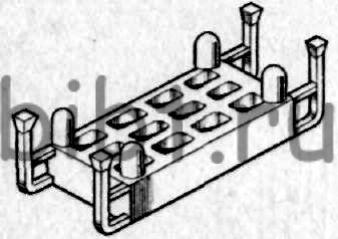
Рис. 99. Модель из пенополистирола с литниковой системой
Окраска пенополистироловой модели. На поверхности крупных отливок иногда образуется пригар, причиной которого являются недостаточная огнеупорность формовочных смесей, слабое уплотнение смеси и другие факторы. Для предотвращения пригара, а также для уменьшения шероховатости поверхности отливок применяют двойное окрашивание модели быстровысыхающей краской. В состав красок для форм чугунных отливок входят спирт этиловый, поливинилбутераль, графит; для стальных отливок вместо графита в краску вводят цирконовую муку (ZrSiO4). Краску наносят широкой кистью на все поверхности модели, за исключением места маркировки. Первый слой краски сушат 30—60 мин, после этого наносят второй слой, сушат и передают модель на формовку вместе с моделью литниковой системы и прибыли. Элементы литниковой системы маркируют те-ми же номерами.
В зависимости от размеров модели и имеющегося в цехе парка опок применяют ручную формовку в парных опоках или, если модель высокая, в нескольких опоках, или в почве, когда модель имеет большие габаритные размеры (более 5—6 м).