
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 47. РАЗМЕТОЧНЫЕ ПРИСПОСОБЛЕНИЯ. Разметочная плита. Подкладки.
Разметочная плита. Является основным разметочным приспособлением, на ней устанавливают детали, подлежащие разметке, и от ее верхней поверхности откладывают все размеры, которые отмечают рисками на детали. Разметочная плита отливается из серого мелкозернистого чугуна и всегда в нижней части имеет несколько ребер жесткости, которые предохраняют ее от возможности прогиба под тяжестью размечаемых деталей и собственного веса. Верхнюю, рабочую поверхность и боковые стороны плиты обычно обрабатывают на строгальных станках и затем шабрят. На рабочей поверхности больших плит иногда делают продольные и поперечные канавки, образующие равные квадраты.
Канавки имеют глубину 2-3 мм, ширину 1-2 мм, они облегчают установку на плите различных приспособлений.
Для разметки деталей небольшого размера применяют квадратные плиты размером 1200X1200 мм; для средних деталей - прямоугольные плиты размером 300X4000 мм; для крупных деталей - плиты размером 4000x6000 мм и 6000X 10 000 мм.
Эти плиты делают составными из двух или четырех меньших плит, скрепленных болтами и шпонками.
Небольшие плиты устанавливаются на деревянных столах (рис. 67) или тумбах, а большие - на специальных фундаментах. Плиты должны быть размещены в наиболее светлой части помещения или под световым фонарем, а также в местах, где на них не может повлиять вибрация от работающих станков.
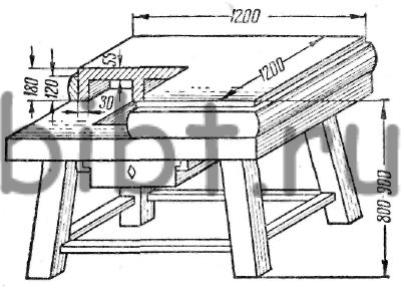
Рис. 67. Разметочная плита на деревянном столе
Верхняя плоскость плиты должна устанавливаться по уровню строго горизонтально. Горизонтальное положение небольших плит достигается подклиниванием, а больших - с помощью домкратов или двойных клиньев с винтом.
Размеры плит выбираются так, чтобы габариты размечаемого изделия были меньше рабочей поверхности плиты как по длине, так и по ширине.
Качество разметки во многом зависит от точности плиты, по этому к плитам необходимо относиться очень бережно.
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту следует обмести щеткой, тщательно протереть тряпкой, смазать маслом для предохранения от ржавления и накрыть деревянным щитом. Не менее одного раза в неделю плиту следует промывать скипидаром или керосином. Не следует передвигать по плите размечаемые заготовки во избежание появления забоин и царапин. В большинстве случаев целесообразно устанавливать заготовки на специальные подкладки или на домкраты.
Применяемые при разметке инструменты и приспособления следует передвигать по плите плавно. Рабочую поверхность плиты рекомендуется натирать мелким графитовым порошком.
Подкладки. Являются разметочным приспособлением и служат для предохранения разметочных плит от царапин и забоин. Подкладки в зависимости от их назначения бывают разных конструкций. Самыми простыми подкладками являются плоские опорные (рис. 68, а); подкладки больших размеров выполняются пустотелыми или двутаврового сечения.
Призматические подкладки применяют при установке заготовок цилиндрической формы. Подкладки имеют точно обработанные наружные поверхности, а также поверхности призматических вырезов. Чаще всего применяются подкладки длиной 50-250 мм, шириной и высотой 50-100 мм. Для установки длинных цилиндрических заготовок используют комплекты подкладок одинаковых размеров.
Наиболее усовершенствованной конструкцией является призма, применяемая разметчиком-новатором П. А. Щербаковым.

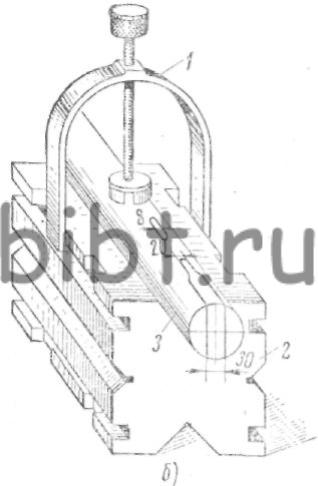
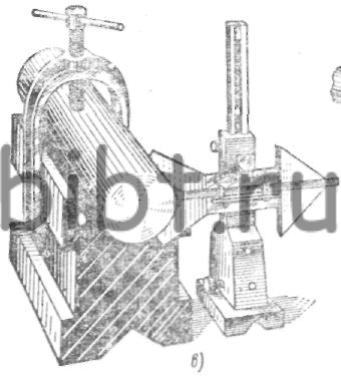
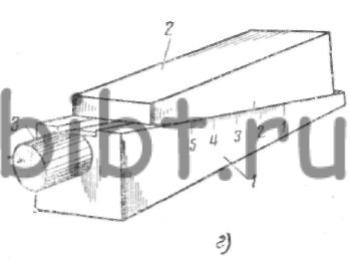
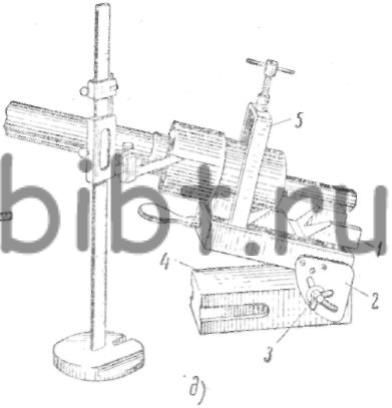
Рис. 68. Приспособления для разметки:
а - подкладки (слева - пустотелая, справа - двутавровая); б - призма разметчика Щербакова; в - обычная призма; г - клиновидные подкладки, д - призма для конических деталей
Преимуществом указанной призмы (рис. 68, б) является то, что боковые стороны скобы 1 не выступают за грани призмы 2; это дает возможность зажима деталей 3 с большим диапазоном диаметров. В обычных призмах со скобой (рис. 68, в) стороны скобы выступают за грани призмы, вследствие чего нельзя производить разметку в горизонтальной и вертикальной плоскостях без перестановки детали. Но этот недостаток в призме устраним.
Клиновидные подкладки (рис. 68, г) представляют собой два сдвоенных, точно обработанных стальных клина 1 и 2.
Размечаемая заготовка устанавливается на верхней поверхности клина 2. Подъем и опускание заготовки производятся вращением винта 3, находящегося в теле клина 1. Имея набор клиньев разной толщины, можно регулировать положение размечаемых заготовок по высоте. На боковой поверхности нижнего клина нанесена шкала, позволяющая контролировать и точно регулировать высоту клина.
Призма 1 для конических деталей (рис. 68, д) устанавливает. ся на нужный угол к основанию 4 по градуированному диску 2. Деталь при разметке крепится скобой 5. Положение призмы фиксируется гайкой-барашком 3.