
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Рубка металла по уровню губок тисков. Рубка по разметочным рискам. Рубка круглого металла. Рубка листового металла.
При рубке металла по уровню губок тисков материал крепко зажимают в тисках так, чтобы срубаемый край был расположен параллельно и выше губок тисков. Зубило устанавливается под углом 25-30° по отношению к губкам тисков (рис. 89, а). После снятия первого слоя металла обрабатываемая деталь переставляется выше губок тисков на 1,5- 2 мм и производится рубка следующего слоя. Эту операцию повторяют до тех пор, пока не срубят необходимый слой.
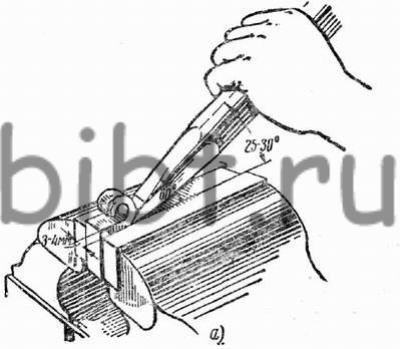
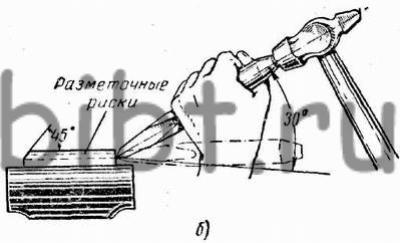
Рис. 89. Рубка металла:
а - по уровню губок тисков, б - по разметочным рискам
Рубка по разметочным рискам (рис. 89, б) является более трудной операцией. На заготовке предварительно наносят риски и на противоположной стороне торца делают скос (фаску под углом 45°), который облегчает установку зубила и предупреждает скалывание при рубке хрупких металлов. Заготовку зажимают в тисках так, чтобы были видны разметочные риски. Рубку производят в несколько приемов - первый удар наносится при горизонтальном положении зубила; дальнейшая рубка выполняется при нормальной установке. Толщина срубаемого при этом слоя 1 - 1,5 мм; последний снимаемый слой 0,5 мм.
Рубка широких плоскостей (рис. 90) осуществляется такими же приемами, но с той лишь разницей, что после среза скоса (фаски) на детали размечают расстояние между канавками (каждый промежуток должен примерно составлять 3/4 длины режущей кромки зубила) и вдоль скоса наносят риски для отметки глубины каждого прохода. Заготовку зажимают в тиски выше уровня губок на 4-6 мм.
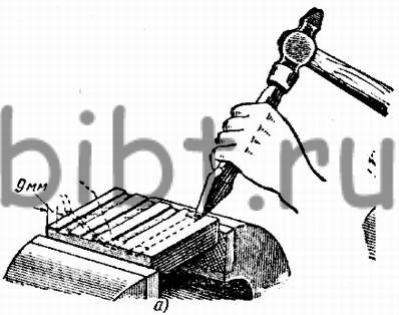
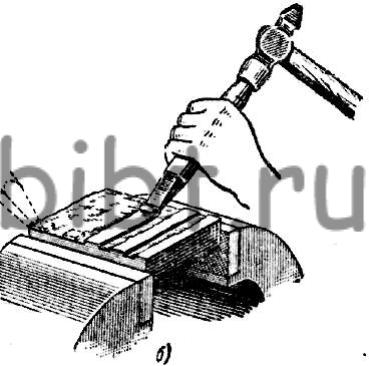
Рис. 90. Рубка широких поверхностей:
а - прорубание канавок, б - срубание стенок
Предварительно прорубают крейцмейселем узкие канавки, а затем зубилом срубают оставшиеся между канавками стенки. После срубания стенок производят окончательную чистовую обработку. Такой способ (предварительное прорубание канавок на широких деталях) значительно облегчает и ускоряет процесс рубки. Чугун и другие хрупкие металлы нельзя рубить до конца, так как может выкрошиться край изделия. Недорубленное место можно рубить с обратной стороны.
Рубка круглого металла производится на плите. На разрубаемой детали мелом наносят круговые риски, обозначающие место разруба. Деталь кладется на плиту, а зубило ставят на риску вертикально. Сначала легкими ударами молотка по зубилу делают надрезки, а затем, поворачивая деталь после каждого сильного удара, разрубают ее. После глубокой надрубки часть детали можно отломить.
Рубку полосового металла следует вести сначала с одной стороны на половину глубины, а потом перевернуть и рубить с другой.
Листовой металл больших размеров рубят на плите, а малых - в тисках, только по уровню губок тисков.
Перед рубкой наносят на металле контур и рубят, отступив •от контурной линии на 2-3 мм; надрубив контур, окончательную рубку производят в 2-3 приема.
Рубка листового металла осуществляется в такой последовательности: сначала по шаблону или по чертежу детали на листе наносят риски, после этого лист кладут на плиту и приступают к рубке.
Вырубание ведется в три приема:
1) точно придерживаясь рисок, делают надрубку контура заготовки,
2) вторично рубят заготовку по контуру, нанося по зубилу сильные удары,
3) перевернув лист, проходят зубилом по ясно обозначенному контуру. При последнем переходе лист поворачивают другой стороной, на этом и заканчивают рубку.
При толщине листового металла свыше 8 мм вырубить заготовку описанными способами очень трудно. В этом случае или же когда помятые кромки портят заготовку, а разрезание ножовкой невозможно или требует много времени, применяют предварительное обсверливание размеченного контура. При этом способе линию разреза проводят рядом с линией чистовой обработки на расстоянии немного больше половины диаметра сверла. На линии разреза кернером намечают центры на расстоянии друг от друга на 0,5-1 мм больше диаметра сверла и по ним сверлят отверстия.
Прорубывание криволинейных канавок (рис. 91) производится после разметки на обрабатываемой поверхности формы канавок. Сначала крейцмейселем или канавочником наносят по рискам следы канавок, а после этого с одного прохода прорубают канавки глубиной 1,5-2 мм. Образованные после рубки неровности устраняют канавочником, придавая канавкам одинаковую ширину и глубину по всей длине.
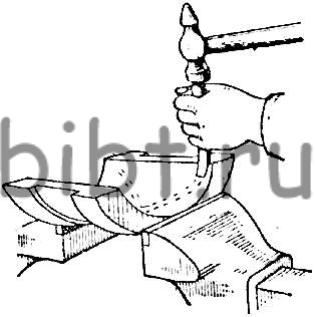
Рис. 91. Прорубывание криволинейных канавок