
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 56. ТЕХНИКА ПРАВКИ. Правка полосового, листового металла. Правка пруткового материала. Правка (рихтовка) закаленных деталей.
Наличие кривизны у деталей проверяется на глаз или же подлежащую правке деталь кладут на плиту и по зазору между плитой и деталью определяют есть ли кривизна. Изогнутые места отмечают мелом.
При правке нужно правильно выбирать места, по которым следует наносить удары. Удары должны быть меткие, соразмерные с величиной кривизны, и постепенно уменьшаться по мере передвижения от наибольшего изгиба к наименьшему. Работа считается законченной, когда все неровности исчезнут и деталь окажется прямой, что можно проверить наложением линейки. Выпрямленную деталь или заготовку необходимо правильно располагать на плите. Работать следует в рукавицах.
Правка полосового металла. Осуществляется в следующем порядке: обнаруженный изгиб отмечают мелом, после чего искривленную деталь берут за конец левой рукой и кладут на плиту или наковальню изогнутой частью кверху. В правую руку берут молоток и наносят удары по выпуклым местам широкой стороны, производя сильные удары по наибольшей выпуклости и уменьшая их в зависимости от величины изогнутости; чем больше кривизна и толще полоса, тем сильнее нужно наносить удары, и наоборот, по мере выпрямления полосы ослаблять их, заканчивая правку легкими ударами. Силу ударов следует уменьшать с уменьшением величины пятен.
При правке полосу по мере необходимости надо поворачивать с одной стороны на другую, а закончив правку широкой стороны, приступать к правке ребра. Для этого нужно повернуть полосу на ребро и наносить вначале сильные удары, а по мере устранения кривизны все слабее и слабее по направлению от вогнутого очертания к выпуклому. После каждого удара полосу следует поворачивать с одного ребра на другое.
Устранение неровностей проверяют на глаз, а более точно - на разметочной плите по просвету или наложением линейки на полосу.
Выправленный материал может иметь дефекты в основном из-за неправильного определения места, по которому нужно наносить удары, неравномерного уменьшения силы удара; отсутствия должной меткости при ударе; оставления забоин и вмятин.
Заготовки, отрезаемые на станках, обычно бывают по краям покороблены и имеют волнистую форму. Правка их производится несколько иначе. Перед правкой покоробленные места обводят мелом или простым графитовым карандашом. После этого заготовку кладут на плиту, прижимают ее левой рукой, а правой начинают наносить удары молотком рядами по всей длине полосы, постепенно переходят от нижней кромки к верхней. Удары наносят сначала сильные, а по мере перехода к верхнему краю с меньшей силой, но чаще.
Правка листового металла. Это более сложная операция. Образующиеся на заготовках выпуклости чаще всего разбросаны по всей поверхности листа или же находятся в середине, поэтому при правке заготовок с выпучинами нельзя наносить удары молотком по выпуклому листу, так как от этого они не только не уменьшатся, а, наоборот, еще больше вытянутся (рис. 93, б).
Перед тем как приступить к правке заготовок с выпучинами, нужно проверить и установить, где больше вытянут металл. Выпуклые места в виде выпучин обвести карандашом или мелом. После этого положить заготовку так, чтобы ее края лежали всей поверхностью, а не свешивались. Затем, поддерживая лист левой рукой, правой наносят ряд ударов молотком от края листа по направлению к выпуклости.
Удары по мере приближения к выпуклости нужно наносить все слабее, но чаще.
Правка тонких листов производится деревянными молотками-киянками, а очень тонкие листы кладут на ровную плиту и выглаживают гладилками.
Правка пруткового материала. Короткие прутки правят на правильных плитах, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоев на заготовке. Если же усилия, развиваемого молотком, недостаточно для выполнения правки, то применяют ручные или механические прессы. В этом случае заготовку устанавливают на призмы выпуклой частью вверх и давят на изогнутую часть.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка закаленных деталей называется рихтовкой. Точность рихтовки может быть достигнута в пределах от 0,01 до 0,05 мм.
В зависимости от характера рихтовки применяют различные молотки: при рихтовке точных деталей, на которых следы ударов молотка не допустимы, применяют мягкие молотки (из меди, свинца). Если же при рихтовке приходится вытягивать, удлинять металл, применяют стальные молотки весом от 200 до 600 г с закаленным бойком или специальные рихтовальные молотки с острыми бойками.
Изделия толщиной не менее 5 мм, если они прокалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко, и их можно рихтовать, как сырые детали, т. е. наносить удары по выпуклым местам.
Тонкие изделия (тоньше 5 мм) всегда прокаливают насквозь, поэтому рихтовать их нужно не по выпуклым, а, наоборот, по вогнутым местам. Волокна вогнутой части детали растягиваются, удлиняются от ударов молотка, а волокна выпуклой части сжимаются и деталь выдавливается.
На рис. 94 показана правка угольника. Если угольник имеет острый угол, то рихтовать его нужно у вершины внутреннего угла, если же тупой угол, то у вершины наружного угла. Благодаря такой рихтовке ребра угольника вытянутся и он примет правильную форму с углом 90°.
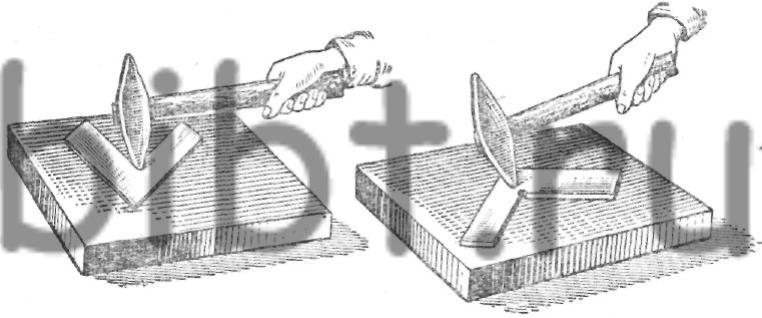
Рис. 94. Приемы правки (рихтовки) закаленных деталей угольников
В случае коробления изделия по плоскости и узкому ребру рихтовка выполняется отдельно: сначала по плоскости, а потом уже по ребрам.