
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 57. ГИБКА МЕТАЛЛА. Гибка двойного угольника в тисках.
В практике слесарного дела слесарю часто приходится изгибать полосовой, круглый и других профилей металл под углом с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т. п.).
Главное при гибке - это определение длины заготовки. При расчете длины заготовки деталь разбивают на определенные участки, подсчитывают длину закруглений и длину прямолинейных отрезков, а затем суммируют.
Например, нужно определить длину заготовки из полосового металла для угольника. Длина угольника состоит из двух участков. К общей длине заготовки дается припуск на загиб (обычно он принимается равным 0,6-0,8 толщины материала).
Определить длину развертки заготовки для кольца с наружным диаметром 100 мм можно по формуле l=πd=3,14X100=314 мм.
Гибка двойного угольника в тисках (рис. 95). Производится после разметки листа, вырубки заготовки, правки на плите и опиловки по ширине в размер по чертежу. Подготовленную таким образом заготовку 1 зажимают в тисках 2 между угольниками-нагубниками 3 и загибают первую полку угольника, а затем заменяют один нагубник бруском-подкладкой 4 и загибают вторую полку угольника. По окончании гибки концы угольника опиливают напильником в размер и снимают заусенцы с острых ребер.
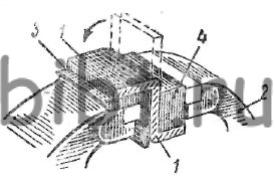
Рис. 95. Гибка металла двойного угольника в тисках