
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава XVI
ОПИЛИВАНИЕ МЕТАЛЛА
§ 61. ОБЩИЕ СВЕДЕНИЯ об опиливании металла. Напильники. Виды насечек.
Опиливанием называется снятие слоя металла с поверхности обрабатываемой заготовки посредством специального режущего инструмента - напильника.
Работа напильником в настоящее время в значительной степени заменена работой машины, но полностью этот вид обработки машины вытеснить не могут, так как только при помощи напильника можно выполнить пригоночные работы, часто необходимые при монтаже. Слесарь должен хорошо владеть приемами опиливания, так как неправильное опиливание в ряде случаев может испортить всю предварительную работу и в результате потребуется дорогостоящая доработка.
С помощью напильников слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы.
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками.
Обработка напильником дает возможность получить точность, деталей до 0,05 мм, а в отдельных случаях- до 0,02 мм и даже до 0,01 мм.
Опиливанием снимают небольшие припуски. В зависимости от применения тех или иных напильников припуск оставляется от 1,0 до 0,025 мм.
Напильники различаются: по длине, форме сечения, номеру насечек, роду насечек (по способу ее нанесения), материалу.
Размеры напильников нормализованы. Наиболее ходовые напильники имеют длину от 75 до 500 мм. При выборе напильников сообразуются с величиной обрабатываемой поверхности: для обработки больших поверхностей следует применять большие напильники, а для небольших - небольшие. Работу надо вести так, чтобы была использована вся рабочая поверхность напильника.
На практике часто при выборе напильников руководствуются следующим: длина напильника должна быть на 150 мм больше длины опиливаемой поверхности, например, при размере опиливаемой поверхности не более 50 мм применяют напильники длиной 200-250 мм, для поверхности 50-100 мм - напильники длиной 250-300 мм.
Напильники изготовляют из стали марок: У10, У10А, У12, У12А, У13, У13А (ГОСТ 1435-54 и ГОСТ 5210-50) или ШХ6. ШХ9 и ШХ15.
Конструкция напильника показана на рис. 105, а, в.

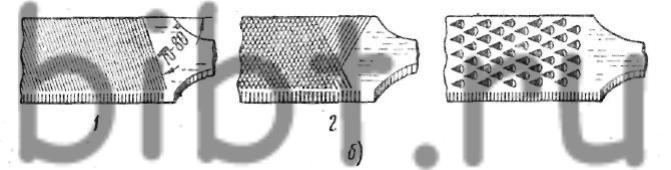
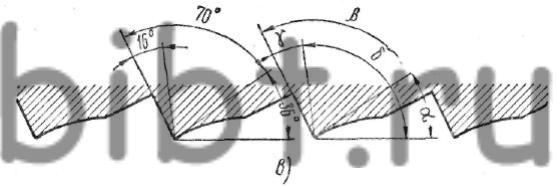
Рис. 105. Напильники:
а - общий вид напильника: 1 - носок, 2 - узкая сторона, 3 - широкая сторона, 4 - ребро, 5 - хвостовик, 6 - кольцо, 7 -ручка; б - виды насечек напильников: 1 - одинарная, 2- двойная, 3 - рашпильная; в - форма насеченного зуба напильника
Виды насечек. Насечка зубьев напильников производится разными способами: на пилонасекательных станках - при помощи специального зубила; на фрезерных станках - фрезами; на шлифовальных станках - специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках- протяжками, на зубонарезных станках. Каждый из указанных способов дает разный профиль зуба.
Насечки на поверхности напильника образуют зубья, режущие кромки которых при работе снимают стружку. Чем меньше насечек на 1 пог. см длины напильника, тем крупнее зуб. По виду или форме насечек напильники бывают с одинарной (простой) насечкой и с двойной (перекрестной) насечкой (рис. 105, б).
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. д.) с незначительным сопротивлением резанию. Кроме того, эти напильники применяют для заточки пил, лесопильных рам и ножей, а также для обработки дерева и пробки.
Одинарная насечка наносится под углом 70-80° к оси напильника.
Напильники с двойной насечкой применяют для опиливания твердых металлов (стали, чугуна) с большим сопротивлением резанию. Резать эти металлы напильниками с одинарной насечкой (широкими зубьями) было бы очень трудно, поэтому для них и применяют напильники с двойной (перекрестной) насечкой, дающей небольшую по длине стружку.
В напильниках с двойной насечкой одна насечка называется нижней, или основной, а другая верхней. По ГОСТ нижняя насечка делается под углом 55°, а верхняя - под углом 70-80° к оси напильника. Таким образом, угол между насечками равен: 70 + 55 =125°. Такой угол дает наибольшую производительность при обработке твердых металлов. При обработке более мягких металлов угол соответственно уменьшается.
Рашпильная насечка состоит из отдельно расположенных выступов и углублений, образующих сравнительно крупные и редкие зубья, представляющие пирамидальные выступы. Такой вид насечки применяется при опиливании баббита, свинца, цинка, а также мягких материалов (кожи, дерева, каучука, резины, кости и пр.). Напильниками с обыкновенной насечкой такие материалы обрабатывать нельзя, так как крупная стружка от этих материалов сильно забивает зубья и они перестают резать.