
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Виды напильников. Назначение напильников.
В зависимости от величины зуба, насечки и числа зубьев, приходящихся на 1 см длины напильника, насечкам присвоены соответствующие номера:
№ 1-драчевые напильники, у которых на 1 см длины приходится 5-13 зубьев (крупная насечка);
№ 2- личные напильники, у которых на 1 см длины приходится 13-25 зубьев (средняя насечка);
№ 3, 4, 5 и 6 - бархатные напильники с числом зубьев на 1 см длины 25-80 (самая мелкая насечка).
Напильники могут иметь одинарную или двойную (перекрестную) насечку.
Применение напильников того или иного класса зависит от характера выполняемой работы, т. е. от толщины снимаемого слоя металла и от требуемой точности обработки.
Драчевые напильники №1 применяют при грубой обработке, когда требуется снять большой слой металла (не менее 0,25 мм). Припуск металла, подлежащего опиливанию драчевым напильником, 0,5-1 мм в зависимости от характера обрабатываемой поверхности.
Напильник с драчевой насечкой за один ход снимает слой металла толщиной 0,08-0,15 мм и дает точность обработки 0,1-0,15 мм.
Личные напильники №2 применяют после того, как основной слой металла, подлежащий опиливанию, уже снят с детали при помощи драчевого напильника. На долю обработки личным напильником обычно оставляется припуск не более 0,15-0,35 мм. Личный напильник снимает слой металла толщиной 0,02-0,08 мм, при этом достигается довольно высокая точность обработки 0,025-0,05 мм. После опиливания личным напильником на обработанной поверхности остаются настолько мелкие штрихи, что эта поверхность кажется шлифованной.
Бархатные напильники № 3, 4, 5 и 6 применяются только для самой точной отделки, подгонки, доводки деталей и шлифования поверхностей. Поверхность, обработанная этим напильником, не имеет никаких видимых глазом или ощутимых пальцами руки штрихов.
Напильники с бархатной насечкой снимают очень небольшой слой металла толщиной 0,025-0,05 мм и дают высокую точность обработки 0,01-0,005 мм.
Назначение напильников. Напильники различаются между собой не только видами насечек, но и формой поперечного сечения, т. е. профилем.
Необходимость применения различных профилей напильников вызвана большим разнообразием форм обрабатываемых деталей. Поэтому в зависимости от формы обрабатываемой детали применяются и разные профили напильников.
Плоские напильники используют для обработки плоских наружных и внутренних, а также наружных выпуклых поверхностей (рис. 106, а).
Квадратными напильниками (рис. 106, б) опиливают плоскости квадратных и прямоугольных отверстий и различных пазов. Квадратные напильники большой длины (350- 500 мм) называют брусовками и применяют при грубом (обдирочном) опиливании изделия, когда требуется снять слой металла не менее 1 мм.
Трехгранные напильники (рис. 106, в) служат главным образом для опиливания внутренних углов.
Круглые напильники (рис. 106, г) применяют для опиливания закругленных углублений и отверстий в изделиях.
Полукруглыми напильниками (рис. 106, д) опиливают вогнутые поверхности.
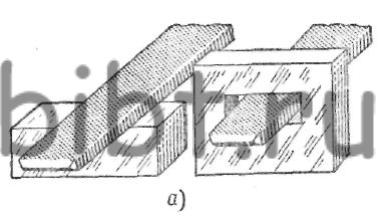
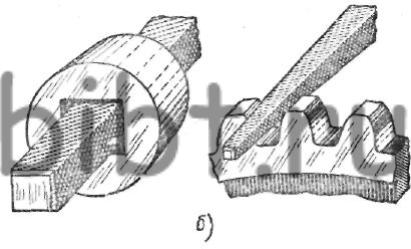
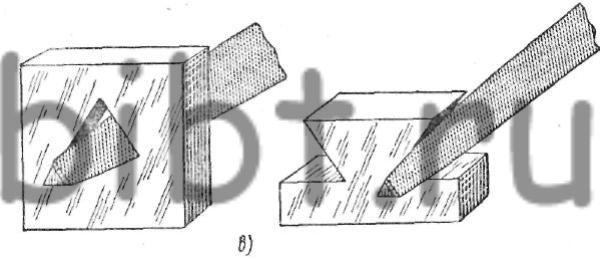
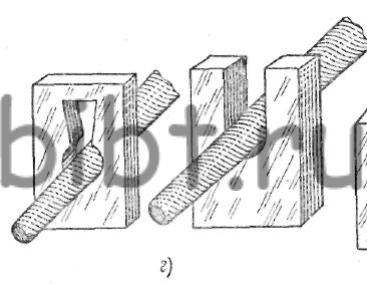
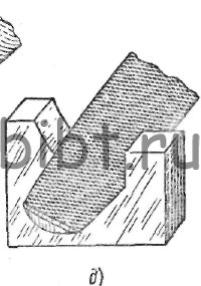
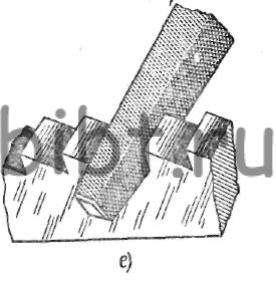
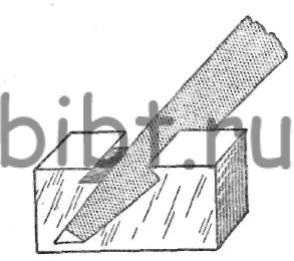
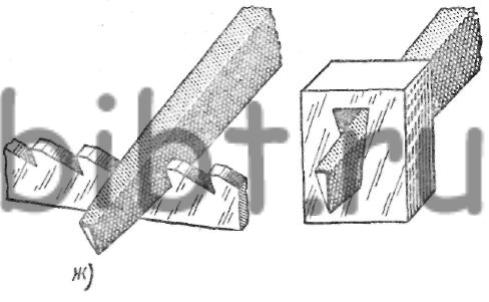
Рис 106 Формы сечения напильников:
а - плоские, б - квадратные, в - трехгранные г - круглые, д - полукруглые, е- ромбовидные, ж - ножевидные.
К специальной группе напильников относятся ножевидные (рис. 106, ж), ромбовидные (рис. 106, е), овальные напильники- диски с насечками, нанесенными по окружности и на боковых сторонах. Ими опиливают углы и наклонные плоскости.