
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 63. ВИДЫ ОПИЛИВАНИЯ. Опиливание плоских поверхностей. Опиливание плоскостей, расположенных под прямым углом. Опиливание цилиндрического стержня.
Наиболее частыми видами опиливания в слесарной практике являются:
а) опиливание плоских широких и узких поверхностей;
б) опиливание плоскостей под углами;
в) опиливание цилиндрических деталей;
г) опиливание криволинейных (выпуклых и вогнутых) поверхностей;
д) опиливание тонких деталей.
Опиливание плоских поверхностей. Опиливание обычно начинается с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом.
Следует отметить, что выполнение этого вида работы является наиболее трудной слесарной операцией. Если слесарь научится правильно опиливать прямолинейные поверхности, то он с успехом сумеет опилить и другие поверхности.
При опиливании плоских поверхностей используют плоский напильник (драчевой и личной). После закрепления заготовки в тисках широкой стороной в горизонтальном положении так, чтобы она возвышалась над губками тисков на 4-7 мм, опиливают сначала одну широкую плоскость, а после по уже опиленной плоскости (как базе, т. е. исходной плоскости для дальнейшей обработки) - вторую параллельно первой. При этом следует стремиться к тому, чтобы опиливаемая плоскость все время находилась в горизонтальном положении. Опиливание нужно вести перекрестными штрихами. Параллельность сторон проверяют кронциркулем или штангенциркулем.
Проверяют опиленную поверхность наложением линейки в различных положениях: вдоль, поперек, по диагонали. При этом просветы между линейкой и плоскостью должны быть везде одинаковы.
Опиливание плоскостей, расположенных под прямым углом. Опиливание с пригонкой внутреннего угла под 90° связано с некоторыми трудностями. Чтобы не запилить другую сторону угла, нужно быть очень осторожным. При выполнении этой операции обычно пользуются напильниками, у которых на ребрах нет насечек, или прокладками.
Сначала тщательно обрабатывают одну широкую плоскость драчевым и личным напильниками так, чтобы их стороны были прямолинейны и строго перпендикулярны одна к другой, затем опиливают таким же образом внутренние стороны и, наконец, опиливают торцы угольника до требуемой высоты.
После этого окончательно обрабатывают все стороны личным напильником и удаляют с ребер угольника и углов заусенцы.
Опиливание цилиндрического стержня. Опиливание цилиндрического стержня на меньший диаметр выполняют в такой последовательности.
Цилиндрический стержень (рис. 112) вначале опиливают на квадрат со стороной большей диаметра стержня (который необходимо получить после обработки) на удвоенную величину припуска. Затем у квадрата опиливают углы и получают восьмигранник, в процессе дальнейшей обработки получают цилиндрический стержень требуемого диаметра. Слой металла до получения четырех - восьми граней необходимо снимать драчевым напильником, а восьмигранник опиливать уже личным напильником. Проверку правильности опиливания производят штангенциркулем в нескольких местах.
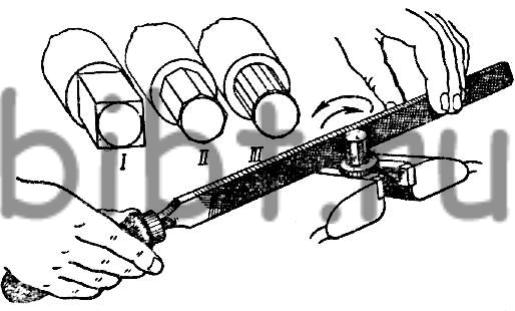
Рис. 112. Опиливание цилиндрических деталей:
I - квадрат, II - восьмигранник, III - многогранник