
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Опиливание вогнутых и выпуклых поверхностей. Изготовление шпонки. Отделка опиленной поверхности. Техника безопасности при опиливании.
Многие детали машин имеют криволинейные очертания как выпуклой, так и вогнутой формы.
При опиливании и распиливании криволинейных поверхностей необходимо выбрать наиболее рациональный способ удаления лишнего металла.
В одном случае требуется предварительное выпиливание ножовкой, в другом - высверливание, в третьем - вырубка и т. д. Слишком большой припуск на опиливание ведет к большому расходу времени на выполнение задания, а оставление слишком малого припуска создает опасность порчи детали.
Опиливание вогнутых поверхностей заключается в следующем. Вначале на заготовке размечают необходимый контур детали.
Большую часть металла в данном случае можно удалить выпиливанием ножовкой (рис. 113, б), после чего заготовка примет форму треугольника, показанную на рисунке. Затем плоским или квадратным напильником распиливают грани и спиливают выступы полукруглым или круглым драчевым напильником, приближаясь к прочерченной при разметке риске. Профиль сечения полукруглого напильника необходимо подобрать с таким расчетом, чтобы его радиус был меньше, чем радиус распиливаемой поверхности.
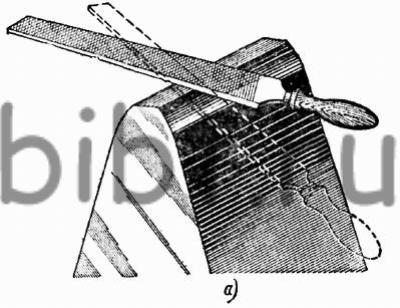
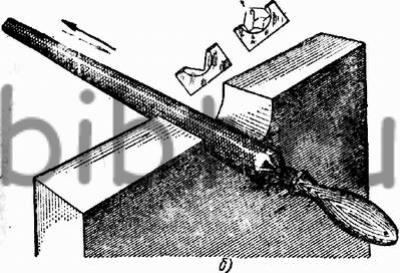
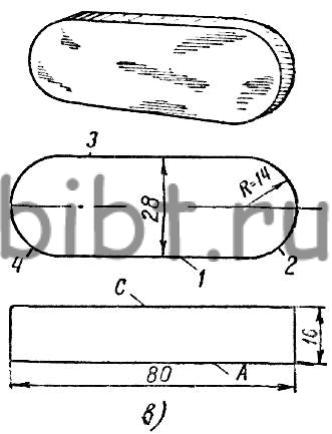
Рис. 113. Опиливание поверхностей: а - выпуклой, б - вогнутой, в - изготовление шпонки
Не доходя примерно 0,3-0,5 мм до намеченной риски, драчевый напильник следует заменить личным и, переставляя в тисках заготовку, распилить ее до риски. Проверять правильность формы распиливания лучше всего по шаблону на просвет.
Перпендикулярность распиленной поверхности торцу заготовки проверяют, прикладывая угольник в нескольких местах распиленного углубления.
Опиливание выпуклых поверхностей рассмотрим на примере опиливания носка слесарного молотка, показанного на рис. 113, а.
После разметки ножовкой отрезают углы заготовки, и она принимает пирамидообразную форму. Затем с помощью драчевого напильника снимают дополнительный слой металла, не доходя до риски на 0,8-1,0 мм, а личным напильником осторожно снимают оставшийся слой точно по риске.
Изготовление шпонки. В практике слесарных работ часто приходится изготовлять шпонки, которые в соединениях деталей играют очень важную роль.
Для примера рассмотрим изготовление закладной шпонки (рис. 113, в), заключающееся в выполнении следующих операций:
1) отмеряют на стальной полосе нужную длину шпонки согласно чертежу;
2) отрезают ножовкой по разметке требуемую длину;
3) опиливают начисто плоскость A, а затем стороны 1-2 (проверку выполняют по угольнику);
4) затем размечают стороны 3-4 согласно чертежу (длину, ширину, радиусы закругления);
5) опиливают размеченные стороны 3-4, проверяя размер штангенциркулем, а перпендикулярность сторон по угольнику;
6) подгоняют шпонку по соответствующему ей пазу. Шпонка должна входить в паз без нажима, легко и без качки;
7) для получения заданной высоты плоскость С опиливают по высоте.
Опиливание тонких деталей. Опиливание плоских тонких деталей производится по существу так же, как и толстых. Разница заключается только в том, что такие детали при опиливании закрепляются тонкими гвоздиками в гнездах деревянных брусков (рис. 114).
Отделка опиленной поверхности. После опиливания поверхности иногда подвергают отделке бархатными напильниками, полотняной или бумажной абразивной шкуркой, абразивными брусками и т. д.
При отделке плоскости бархатными напильниками опиливание производится продольными и поперечными штрихами с легким нажимом на напильник.
Для отделки плоских поверхностей иногда применяют абразивную шкурку, которую навертывают на плоский напильник или же натягивают на одну сторону напильника полоску шкурки, придерживая ее концы руками. Так же обрабатывают и цилиндрические детали.
Техника безопасности при опиливании. При выполнении опиливания необходимо соблюдение следующих требований по технике безопасности:
1) не разрешается пользоваться напильниками без ручек или с расколотыми или треснувшими ручками;
2) слесарные верстаки должны быть устойчивыми;
3) при опиливании предметов с острыми кромками не поджимать пальцы левой руки под напильник при обратном ходе его;
4) не сметать стружку руками и не сдувать ртом;
5) обрабатываемые детали надежно закреплять в тисках.
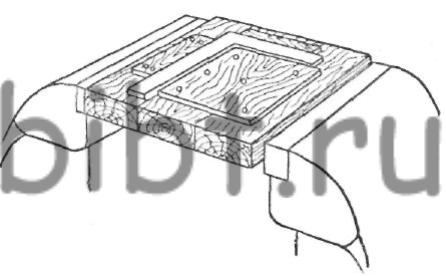
Рис. 114. Крепление угольника при опиливании