
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 65. ПРИПАСОВКА. Повышение производительности труда при распиливании и припасовке.
Припасовкой называется окончательная точная пригонка одной детали к другой без просветов, качки и перекосов. Припасовывают как замкнутые, так и полузамкнутые контуры. Правильность подгонки деталей проверяют специальными калибрами-шаблончиками, которые называются выработками (рис. 115, в).
При распиливании и припасовке полукруглых деталей вначале изготовляют деталь с внутренним контуром. Эту деталь называют проймой (рис. 115, г), так как она легко обрабатывается и измеряется круглыми валиками и шайбами. К обработанной пройме припасовывают вкладыш.
Обработку проймы ведут в следующем порядке: сначала точно опиливают широкую плоскость как базу, затем начерно - ребра 1; 2; 3 и 4, после чего размечают циркулем полуокружности, вырезают их ножовкой (как показано пунктиром на рисунке), производят точную опиловку ребра 1 и полукруглой выемки и проверку по шайбе-шаблону, а также на симметричность по отношению к оси с помощью штангенциркуля.
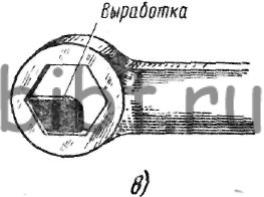
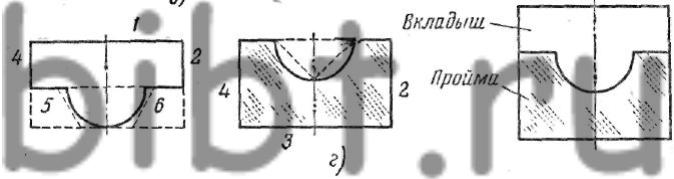
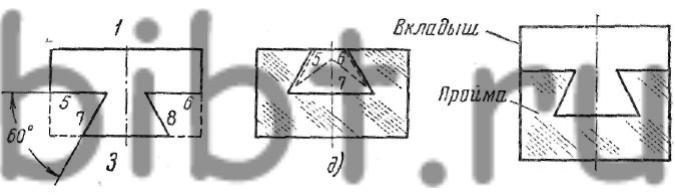
Рис. 115. Распиливание и припасовка деталей:
в - проверка выработкой, г - припасовка вкладыша и проймы, д - припасовка косоугольных вкладышей
При обработке вкладыша вначале опиливают широкие плоскости, а потом все четыре ребра. Далее размечают и вырезают ножовкой углы, как показано пунктиром на рисунке. После этого производят точную опиловку ребер 5 и 6 параллельно и в одной плоскости. Затем выполняется точная опиловка и припасовка вкладыша к пройме. Точность припасовки считается достаточной, если вкладыш входит в пройму без перекосов, качки и просветов.
При распиливании и припасовке косоугольных вкладышей и пройм, изображенных на рис. 115, д, обработка начинается с вкладыша, так как его более просто обрабатывать и проверять. Вкладыш обрабатывают в следующем порядке: вначале его грубо опиливают, потом точно опиливают широкую плоскость как базу и все четыре узкие ребра. Далее производится разметка острых углов, вырезка их ножовкой и точная опиловка. Причем вначале опиливают ребра 5 и 6 в плоскости, параллельной ребру 1, затем ребра 7 и 8 по линейке, угольнику и под углом 60° к ребру 5. Они должны быть симметричны по отношению к оси вкладыша, так как последний должен кантоваться к пройме. Острый угол, равный 60°, измеряют специальными угловыми шаблонами.
Пройма обрабатывается в следующем порядке: вначале точно опиливается широкая плоскость, после чего припиливаются все четыре ребра. Далее производится разметка, вырезка ножовкой паза (на рисунке показано пунктиром) и опиловка ребер 5, 6 и 7. Сначала ширина паза делается меньше требуемой на 0,05-0,1 мм при сохранении строгой симметричности боковых ребер паза по отношению к оси проймы; глубина же паза выполняется сразу точной по размеру. Затем при припасовке вкладыша и проймы ширина паза получает точный размер по форме выступа вкладыша. Точность припасовки считается достаточной, если вкладыш входит в пройму туго от руки, без просветов, качки и перекосов.
Повышение производительности труда. При распиливании и припасовке можно повысить производительность труда применением специальных инструментов и приспособлений. К числу таких инструментов и приспособлений можно отнести: ручные напильники со сменными пластинками, опиловочные призмы, опиловочные наметки и т. д.
Ручной напильник со сменными пластинками состоит из корпуса, выполненного из легкосплавного металла, в котором закрепляются сменные вставки из высококачественной углеродистой стали. Пластинки имеют насечки. Под каждым зубом находится отверстие, через которое продавливается снятая стружка, что предохраняет зубья от забивания стружкой.
Такой напильник применяется для обработки разных металлов (стали, алюминия, меди), а также материалов (дерева, кожи, резины и др.). После износа пластинки меняют. Опыт показал, что сборный напильник значительно производительнее обычных.
Опиловочная призма (рис. 116, а) состоит из двух пластинок 1 с направляющими 2-3. На боковой поверхности пластинки с резьбовым отверстием 7 закреплены прижимная планка 4, прямоугольный угольник 5 и линейка 6. Обрабатываемая деталь устанавливается между направляющими 2-3 так, чтобы слой металла, подлежащий снятию, выступал над плоскостями направляющих, затем деталь жестко прикрепляют прижимной планкой 4. После установки обрабатываемой детали призму закрепляют в слесарных тисках (рис. 116, б). Угольник 5 и линейка 6 используются для проверки правильности установки обрабатываемой детали.
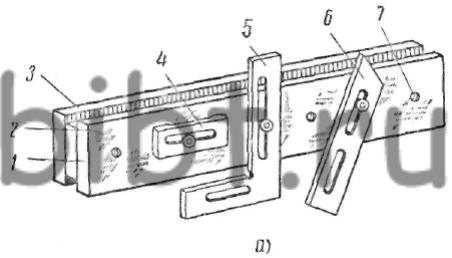
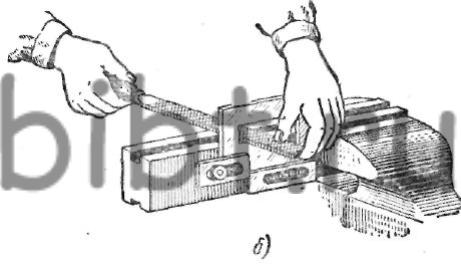
Рис. 116. Опиловочные призмы:
а - общий вид: 1 - пластинки, 2, 3 - направляющие, 4 - прижимная планка, 5 - угольник, 6 - линейка, 7 - резьбовое отверстие; б - приемы опиловки, детали в призме
Раздвижная рамка является разновидностью опиловочной призмы и имеет такое же назначение. Она представляет собой два металлических прямоугольных бруска, имеющих по краям пазы, в которые входят две соединяющие эти бруски направляющие планки.
Прямоугольный брусок наглухо соединен винтами с одним концом направляющих планок. Такое устройство допускает установку в раздвижной рамке обрабатываемых деталей разных размеров (в пределах длины направляющих планок).
Рамку устанавливают в слесарные тиски, после чего в ней зажимают обрабатываемую деталь, которую затем опиливают.