
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава XVII
РАСПИЛИВАНИЕ И ПРИПАСОВКА
§ 64. РАСПИЛИВАНИЕ. Распиливание в заготовке воротка квадратного отверстия. Распиливание в заготовке трехгранного отверстия.
Распиливанием называется обработка отверстий с целью придания им нужной формы. В изделиях и деталях встречаются различные формы отверстий: круглые, овальные, прямоугольные, трехгранные и др. Обработка круглых отверстий производится круглыми, полукруглыми и овальными напильниками; трехгранных отверстий - трехгранными, ножовочными и мечевидными напильниками; квадратных - квадратными и плоскими напильниками и т. д.
Рассмотрим наиболее часто встречающиеся в практике слесарных работ случаи распиливания отверстий.
Распиливание в заготовке воротка квадратного отверстия. Вначале размечают отверстие для сверления под распиливание (рис. 115, а), а затем просверливают отверстие сверлом, диаметр которого на 0,5 мм меньше стороны квадрата. В просверленном отверстии надпиливают четыре угла квадратным напильником, не доходя 0,5-0,7 мм до разметочных рисок, после чего распиливают отверстие по размерам головки развертки, метчика или других инструментов.
Подгонку отверстия по головке квадрата производят в такой последовательности: вначале припиливают стороны 1 и 3 так, чтобы головка метчика или развертки входила в отверстие только концами на глубину 2-3 мм, а затем припиливают стороны 2 и 4.
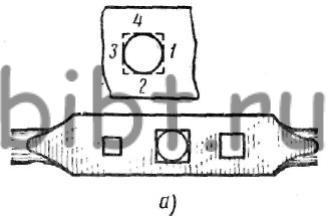
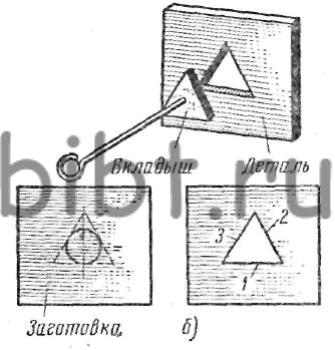
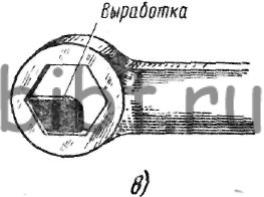
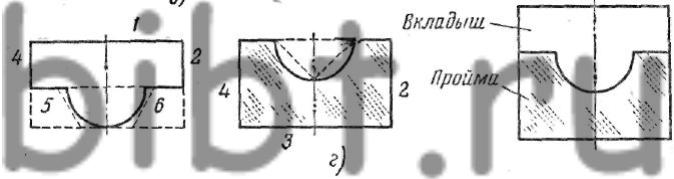
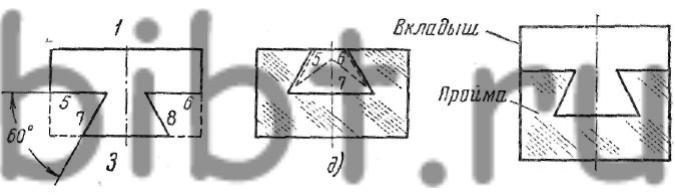
Рис. 115. Распиливание и припасовка деталей:
а - распиливание заготовки воротка, б - распиливание трехгранного отверстия, в - проверка выработкой, г - припасовка вкладыша и проймы, д - припасовка косоугольных вкладышей
Дальнейшую подгонку ведут последовательной обработкой сторон до тех пор, пока квадратная головка легко и без качки не войдет в отверстие.
Распиливание в заготовке трехгранного отверстия. После разметки контура распиливаемого отверстия его просверливают (рис, 115, б), а затем в круглом отверстии надпиливают три угла и последовательно распиливают каждую сторону 1; 2 и 3, не доходя 0,5 мм до разметочной риски, после чего подгоняют все стороны по угольнику с проверкой вкладышем.
При подгонке следует следить за тем, чтобы вкладыш входил в распиливаемое отверстие свободно, без перекоса и качки. Зазор между сторонами шаблона и вкладыша при проверке щупом должен быть не менее 0,05 мм.