
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Переходные втулки.
Режущий инструмент, получающий вращательное и поступательное движения от шпинделя сверлильного станка, своим коническим хвостовиком крепится непосредственно в конусное гнездо или в крепежное устройство, имеющее конический хвостовик. Шпиндели сверлильных станков имеют конические гнезда стандартного размера, куда вставляются хвостовики инструмента (рис. 123). Конический хвостовик вводится в конические гнезда шпинделя и удерживается силой трения, возникающей между коническими поверхностями. Лапка хвостовика входит в окно шпинделя и предохраняет хвостовик от проворачивания в коническом гнезде шпинделя.
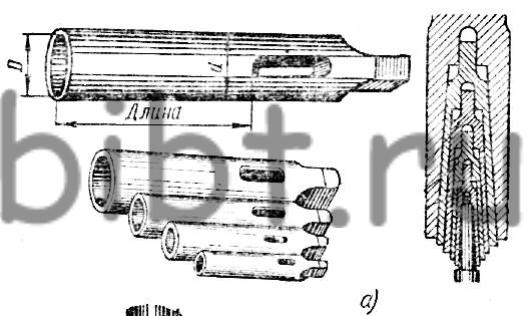
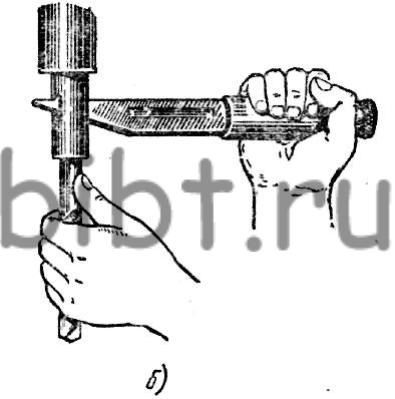
Рис. 123. Установка сверл: а - в переходных втулках, б - удаление сверла
Этот метод установки режущего инструмента наиболее прост, удобен и точен. Но не всегда внутренние конические гнезда шпинделя могут быть использованы для непосредственного крепления конического хвостовика инструмента, так как размеры хвостовика бывают меньше или больше размеров гнезда шпинделя. В этом случае применяют переходные короткие и длинные втулки, у которых наружные и внутренние поверхности представляют собой стандартные конусы. Когда одной переходной короткой втулкой обойтись нельзя, применяют несколько переходных втулок, которые вставляют друг в друга. На конический хвостовик инструмента последовательно насаживают меньшую и большую короткие переходные втулки и в таком виде крепят в шпинделе станка. Однако следует избегать крепления инструмента в нескольких переходных коротких втулках, так как при этом значительно снижается точность работы. Из конуса шпинделя втулки удаляют клином.
Основные размеры коротких втулок установлены ГОСТ 2847- 45 и выпускаются со следующими номерами: 2-1; 3-1; 3-2; 4-2; 4-3; 5-3; 5-4; 6-4; 6-5, где первая цифра показывает наружный конус, а вторая - внутренний.
Длинные втулки по ГОСТ 2847-45 изготовляются следующих размеров: 2-1; 3-1; 3-2; 2-4; 4-3; 3-5; 5-4.
Номера переходных втулок выбираются по размерам конусов режущего инструмента.