
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 73. НОВЫЕ ВИДЫ ОБРАБОТКИ ОТВЕРСТИЙ. Электроискровая обработка металла. Ультразвуковой метод обработки отверстий.
Электроискровая обработка металла. Изготовление изделий со сложными внутренними и наружными очертаниями обычным слесарным способом связано с большой затратой времени и требует высокой квалификации рабочих. Кроме того, твердосплавные изделия, а также изделия из легированных и жаростойких сталей трудно или же совсем невозможно обработать обычными инструментами. Для выполнения таких работ применяют электроискровые станки.
Электроискровой способ обработки, разработанный советскими учеными Б. Р. Лазаренко и Н. И. Лазаренко, основан на явлении эрозии, т. е. разрушении поверхности тела под действием электрических искровых разрядов.
Сущность электроискрового способа обработки металла заключается в том, что к инструменту и к заготовке подводится электрический ток определенной силы и напряжения.
Инструмент и обрабатываемое изделие являются электродами. При приближении инструмента к изделию образуется электрическое поле, под действием которого и происходит прошивание детали. При этом получается очень высокая температура, не только расплавляющая металл, но испаряющая его.
Электроискровой станок (рис. 137) имеет шпиндель 4 с закрепленным на нем электродом-инструментом 3. Шпиндель не вращается, а перемещается вверх и вниз. Электрод-инструмент делается из латуни ЛС-59. Он закрепляется в шпинделе при помощи специального зажима, установленного на конце шпинделя. На столе станка устанавливается специальная ванночка 2 с керосином, маслом или водой, в которую помещают обрабатываемую деталь.
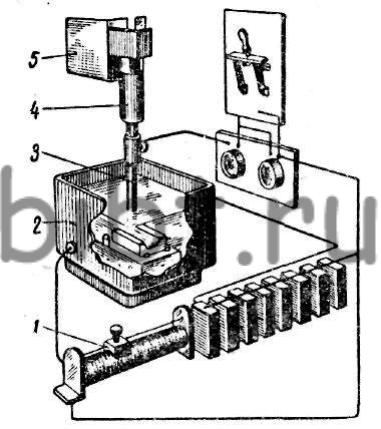
Рис. 137. Электроискровой станок:
1 - реостат, 2 - ванночка, 3 - электрод-инструмент, 4 - шпиндель, 5 - реле
Режим работы проверяют по измерительному прибору и регулируют реостатом 1. Автоматическая подача шпинделя в процессе работы производится специальным реле 5.
Ультразвуковой метод обработки отверстий. Сверление отверстий в заготовках из закаленной стали весьма затруднительно, а в таких сплавах, как жаропрочные, твердые и им подобные, вообще практически невозможно. В настоящее время для получения отверстий в промышленности широко применяется ультразвук, который дает возможность изготовлять отверстия любой формы и глубины в заготовках из любых материалов (твердых и хрупких). С помощью ультразвука можно получить отверстия сложной формы. Ультразвуковой метод обработки материалов основан на принципе использования упругих колебаний среды со сверхзвуковой частотой. Ультразвуком называют упругие колебания с частотой свыше 20 тысяч в секунду.
Инструменту, производящему обработку отверстия, придается форма заданного сечения отверстия и сообщается колебательное движение вибрация) с ультразвуковой частотой. Инструмент подводится к детали так, чтобы между ними был зазор. В пространство между торцом инструмента и поверхностью обрабатываемой детали подаются взвешенные в жидкости зерна абразивного материала. Абразивные зерна, получив удар и большие скорости, выбивают с поверхности детали мельчайшую стружку. По мере выбивания материала инструмент постепенно автоматически перемещается вниз и внедряется в деталь, образуя отверстие.