
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 74. ЗЕНКЕРОВАНИЕ, ЗЕНКОВАНИЕ, ЦЕКОВАНИЕ.
Зенкерование. Обеспечивает необходимую точность и чистоту отверстий, полученных литьем, ковкой или штамповкой.
Зенкеры изготовляют из быстрорежущей стали Р9, легированной стали 9ХС или инструментальной углеродистой стали У12А. Зенкеры отличаются от сверл устройством режущей части и большим количеством режущих кромок. Перемычка, соединяющая режущие кромки, гораздо больше, чем у сверла, а угол при вершине срезан. Большее количество направляющих ленточек обеспечивает правильное и более устойчивое положение зенкера относительно оси обрабатываемого отверстия, а распределение усилий на 3-4 режущие кромки - более плавную работу и получение чистого и достаточно точного отверстия. По своей конструкции зенкеры бывают цельные и с вставными пластинками, а по количеству зубьев (перьев)-трех- и четырехперые (рис. 138).
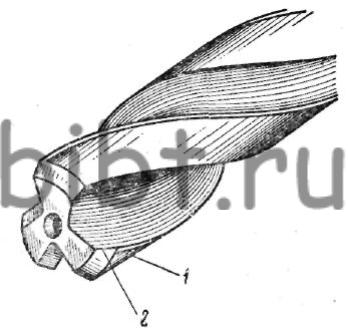
Рис. 138. Зенкер:
1 - ленточка, 2 - режущая кромка
Цельные зенкеры имеют три или четыре режущие кромки, а с вставными пластинками - четыре режущие кромки. Для обработки отверстий диаметром 12-20 мм применяются цельные зенкеры.
С вставными пластинками зенкеры применяют при обработке отверстий диаметром свыше 20 мм. Они соединяются с оправкой с помощью выступа на оправке и выреза на зенкере. Сейчас зенкеры изготовляются с числом зубьев, доходящим до 8 и больше. Несколько операций зенкерования можно выполнить одним комбинированным зенкером. Комбинированные зенкеры бывают двух типов: ступенчатые и сборные. Последние могут быть скомбинированы с инструментами других типов - сверлами, развертками, расточными пластинками и т. д.
Зенкерование является большей частью промежуточной операцией между сверлением и развертыванием, поэтому диаметр зенкера должен быть меньше окончательного размера отверстия на величину припуска снимаемого разверткой.
Применение зенкеров значительно улучшает качество обрабатываемых отверстий: уменьшает конусность, овальность, риски, царапины и т. д., однако высокую точность размера и чистоту поверхности отверстия дать не может. Поэтому отверстие, полученное после зенкерования, обрабатывают разверткой, которая, срезая очень тонкие стружки, калибрует и заглаживает поверхность отверстия.
Зенкование. Производится зенковками, которые имеют режущие кромки на торце инструмента (рис. 139). По конструкции зенковки бывают цилиндрическими, коническими и плоскими.
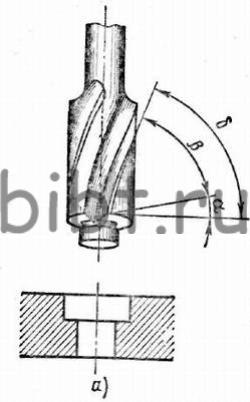
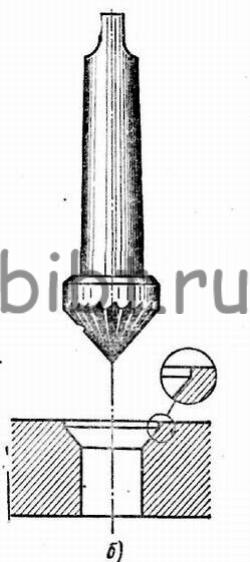
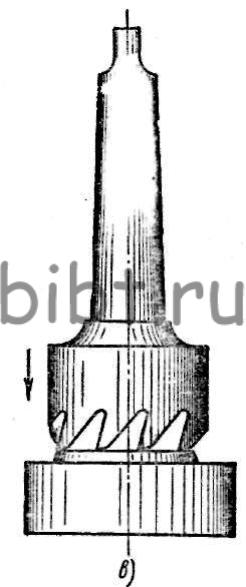
Рис. 139. Зенкование цилиндрических углублений (а), конических (б), цековка (в)
Зенковки цилиндрические (рис. 139, а) применяются для обработки гнезд с плоским дном под головки болтов и винтов. Для обеспечения соосности зенковки имеют направляющую цапфу.
Конические зенковки (рис. 139, б) имеют угол заточки конусной части, равный 60; 70; 90 или 120°.
Число режущих зубьев в зависимости от размера инструмента может быть различно. Применяются конические зенковки для получения конусных углублений под потайные головки заклепок, а также для снятия конусных фасок.
Плоская зенковка по своей конструкции представляет видоизмененное перовое сверло с цапфой на торце. Такой зенковкой можно снимать фаски или зенковать отверстия под головки болтов, винтов и заклепок, если угол ее заточки сделать равным 90; 75 или 60° (рис. 139, а). Направляющая цапфа впаивается (или ввинчивается) в тело зенковки, что значительно облегчает переточку.
При зенковании стружку с легких деталей удаляют путем опрокидывания (а не сдувания последних), а с больших деталей - струей сжатого воздуха.
Цекование (зачистка торцовых поверхностей). Цековки выполняют в виде насадных головок, имеющих на торце четыре зуба (рис. 139, в). Цековками обрабатывают бобышки под шайбы, упорные кольца, гайки.
Режим резания при зенкеровании, зенковании и цековании выбирают по таблицам справочников.