
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 76. ТЕХНИКА РАЗВЕРТЫВАНИЯ. Машинное развертывание. Ручное развертывание.
Перед развертыванием отверстие предварительно просверливают и припуск на развертывание оставляют в пределах десятых долей миллиметра. Существуют два способа развертывания: ручное и машинное.
Машинное развертывание. Производится так же, как и сверление, т. е. развертка жестко закрепляется с помощью патрона или переходных втулок в конус шпинделя станка. При этом наряду с прочным закреплением развертки следует обеспечить совпадение осей шпинделя и развертки.
Ручное развертывание. Приступая к развертыванию, прежде всего следует выбрать соответствующую конструкцию и размер разверток, затем тщательно осмотреть, чтобы не было выкрошенных зубьев или забоин на режущих кромках.
После выбора и проверки разверток следует проверить величину припуска, оставленного на развертывание. При этом нужно иметь в виду, что для отверстий диаметром не более 25 мм припуск оставляется: под черновое развертывание 0,1-0,15 мм, под чистовое 0,05-0,02 мм. Отверстия диаметром меньше 25 мм следует обрабатывать сначала черновой разверткой, затем чистовой. Отверстия диаметром свыше 25 мм обрабатываются предварительно зенкером, затем черновой и чистовой развертками.
Приступая к развертыванию, деталь надо надежно закрепить в тисках. Крупные детали не закрепляются. Значительное влияние на чистоту и точность развертываемого отверстия оказывает смазка и охлаждение. При отсутствии охлаждения и смазки происходит разбивка отверстия; оно получается неровным, шероховатым и, кроме того, возникает опасность защемления развертки и поломки. Поэтому при развертывании стальных изделий развертку смазывают минеральным маслом, изделий из меди - эмульсией с маслом, алюминиевых - скипидаром с керосином, дюралюминиевых - сурепным маслом. Отверстия в деталях из бронзы и чугуна развертывают всухую.
Развертку 1 в отверстие надо устанавливать осторожно и проверять ее положение по угольнику 90°. Убедившись в перпендикулярности оси развертки к оси обрабатываемого отверстия, на головку развертки насаживают вороток 3 (рис. 142, а). В случае развертывания отверстия в труднодоступных местах детали 4 применяют специальные удлинители 2.
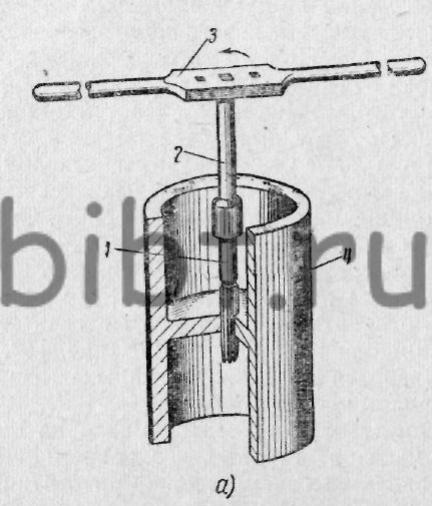
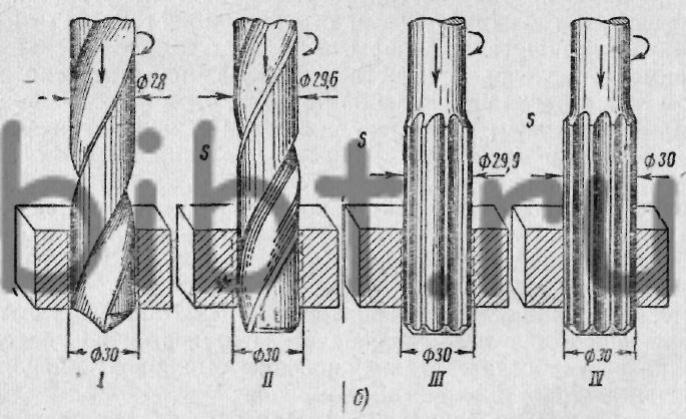
Рис. 142. Развертывание отверстий:
а - развертывание отверстий в труднодоступных местах: 1 - развертка, 2 - удлинитель, 3 - вороток, 4 - деталь; б - последовательность развертывания отверстий: I - сверление, II - зенкерование, III - черновое развертывание, IV - чистовое развертывание
После установки воротка развертку медленно вращают в одну сторону - по часовой стрелке, - одновременно производя плавную подачу вдоль ее оси. Вращение развертки в обратном направлении - против часовой стрелки - не допускается, так как имеющаяся между зубьями стружка может повредить зуб и в отверстии получатся задиры.
Примеры последовательности развертывания отверстий диаметром 30 мм наглядно видны из рис. 142, б.
Наряду с точным соблюдением правил техники развертывания необходимо стремиться к применению рациональных методов развертывания отверстий.
Практика работы слесарей-рационализаторов показывает, что применение рациональной конструкции разверток не только обеспечивает высокое качество работы, но и значительно повышает производительность труда.
Слесари машиностроительного завода Н. И. Федулов и А. И. Кабанов при развертывании конических отверстий на конусную часть развертки ставят ограничивающее стопорное кольцо, что исключает затрату времени на измерение.
Слесарь этого же завода В. Н. Макеев в целях уменьшения нагрузки на развертку в процессе работы увеличил длину ее заборной части в два раза. В результате отпала необходимость применения второй развертки и повысились производительность и точность обработки.
Применение комбинированных инструментов (зенкер-развертка, сверло-зенкер и др.) также повышает производительность труда.
На рис. 143, а показана зенкер-развертка.
Слесарь А, И. Стишов изобрел комбинированный инструмент для одновременного сверления и зенкования отверстия. Устройство сверла-зенковки показано на рис. 143, б. Применение сверла-зенковки значительно повышает производительность труда.
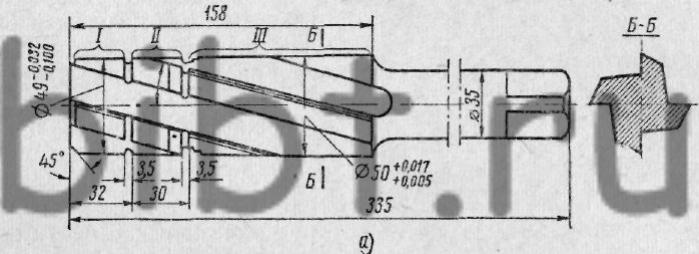
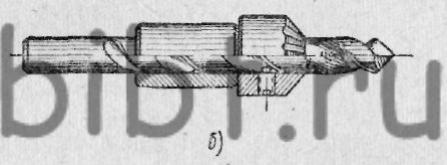
Рис. 143. Комбинированные инструменты: а - зенкер-развертка, б - сверло-зенковка
Для получения высокой точности отверстия применяют плавающие развертки, представляющие собой пластины, вставленные в точно обработанные пазы цилиндрической оправки. Наружные ребра пластины заточены так же, как и у зуба развертки. Для обеспечения регулирования пластины делают составными. При работе плавающими развертками не нужна точная соосность обрабатываемого отверстия и шпинделя станка и, кроме того, точное отверстие получается даже при биении шпинделя, так как пластина своими ленточками центрируется по стенкам, отверстия, перемещаясь в пазу оправки в поперечном направлении.