
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 75. РАЗВЕРТЫВАНИЕ. Цельная развертка. Раздвижные (регулируемые) развертки.
Отверстия, полученные сверлением, не отличаются высокой чистотой обработанной поверхности, точностью. Поэтому отверстия, к которым предъявляются повышенные требования в отношении точности размеров и чистоты поверхности, подвергаются дополнительной обработке путем развертывания.
Развертывание можно производить как на сверлильных, токарных станках, так и вручную. Инструментом для развертывания являются развертки. Развертки, применяемые для станочного развертывания, называются машинными, а для ручного - ручными. Машинные развертки отличаются от ручных более короткой режущей частью.
Развертки применяются не только для окончательной, но и для предварительной обработки отверстий. Обработка отверстий развертками позволяет получить точные размеры (2 и 3-го классов) и чистоту поверхности 6-7-го классов.
По своей конструкции и назначению развертки разделяются на следующие виды:
Развертки ручные цилиндрические изготовляются диаметром 3-50 мм и используются для обработки отверстий 2-3-го классов точности. Развертывание производится с помощью воротка.
Развертки машинные с цилиндрическим хвостовиком применяются для обработки отверстий 2-3-го классов точности. Они изготовляются диаметром 3-9 мм. Развертки закрепляются в самоцентрирующих патронах станков.
Развертки машинные с коническим хвостовиком изготовляются с более короткой рабочей частью. Развертки закрепляются в шпинделе станка.
Развертки машинные насадные изготовляются диаметром 25-80 мм. Этими развертками обрабатываются отверстия 1-го класса точности.
Развертки машинные с квадратной головкой предназначены для обработки отверстий по 1-2-му классам точности. Закрепляются в быстросменных патронах, допускающих покачивание и самоцентрирование разверток в отверстиях. Они изготовляются диаметром 10-32 мм.
Развертки со вставными ножами, насадные, имеют то же назначение, что и предыдущие, и изготовляются диаметром 40-100 мм.
Развертки машинные, оснащенные пластинками из твердых сплавов, служат для обработки отверстий больших диаметров, с высокой скоростью и большой точностью. Для обработки цилиндрических отверстий применяются цилиндрические развертки, а для обработки конических отверстий - конические. По конструктивному признаку развертки подразделяются на цельные, у которых рабочая часть изготовляется из одного куска металла (рис. 140), и раздвижные (рис. 141), у которых рабочая часть делается отдельно и насаживается на оправку.
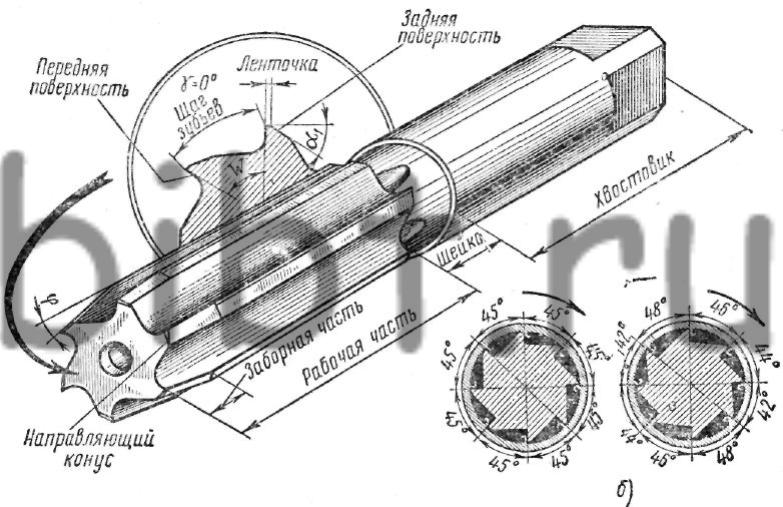

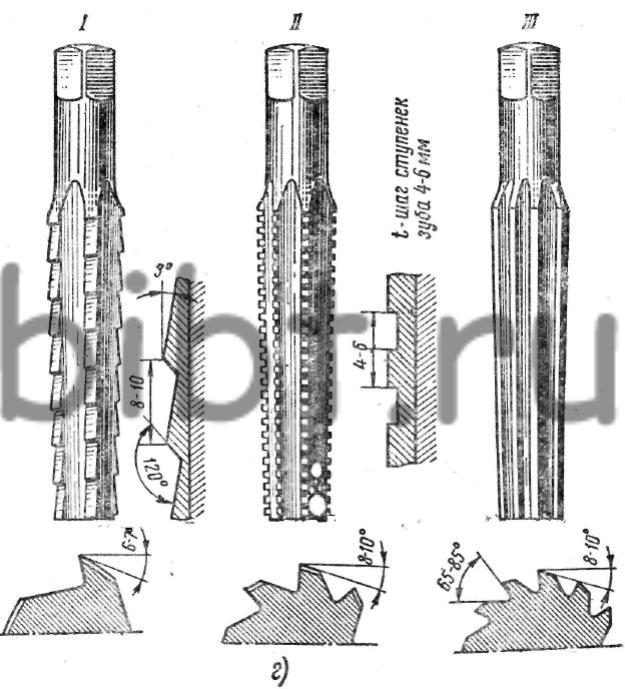
Рис. 140. Цельная развертка: а - конструкция развертки б - зуб развертки, в - машинная развертка г - комплект разверток: I - черновая, II - промежуточная, III - чистовая
Цельные цилиндрические развертки делаются с правыми и левыми спиральными канавками, с прямым и спиральным зубом, диаметром от 3 до 50 мм.
Цилиндрическая развертка (рис. 140, а) состоит из трех частей: рабочей части, шейки и хвостовика. В свою очередь, рабочая часть развертки состоит из заборной и калибрующей частей.
Заборная, или режущая, часть развертки делается в виде конуса и выполняет основную работу - снимает стружку металла в отверстии. Калибрующая часть является продолжением заборной части и имеет цилиндрическую форму. Она почти не производит резания, а калибрует (зачищает) отверстие, снимая незначительные слои металла, и, кроме того, служит для направления при развертывании. Канавки между зубьями развертки образуют режущие кромки и в них размещается стружка.
В целях предупреждения возникновения продольных рисок (граней) в обрабатываемом отверстии и достижения заданной чистоты поверхности и точности обработки зубья разверток располагаются по окружности с неравномерным шагом. Если бы шаг развертки был равномерным, то при каждом повороте воротком зубья останавливались бы в одних и тех же местах, что неизбежно привело бы к получению волнистой поверхности. Поэтому при ручном развертывании применяются развертки с неравномерным шагом зубьев, а машинные развертки изготовляются с равномерным шагом зубьев. Число зубьев делается четным от 4 до 12 (рис. 140, б).
При работе разверткой со спиральным зубом поверхность получается более чистая, чем при обработке с прямым зубом. Однако изготовление и особенно заточка разверток со спиральным зубом очень сложны и поэтому такие развертки применяются только при развертывании отверстий, в которых имеются пазы или канавки.
Как конические, так и цилиндрические развертки изготовляются комплектами из двух или трех штук. В комплекте из двух штук одна развертка предварительная, а вторая чистовая. В комплекте из трех штук (рис. 140, г) первая развертка черновая, или обдирочная, вторая промежуточная и третья чистовая, придающая отверстию окончательные размеры и требуемую чистоту.
Конические развертки работают в более тяжелых условиях, чем цилиндрические, поэтому у конических разверток на прямолинейных зубьях делаются поперечные прорези для снятия стружки не всей длиной зуба, что значительно уменьшает усилия при резании. Причем, поскольку черновая развертка снимает большой припуск, ее делают ступенчатой, в виде отдельных зубьев, которые при работе дробят стружку на мелкие части. На промежуточной развертке, которая снимает значительно меньшую стружку, прорези делаются меньше и другого профиля. Чистовая развертка никаких стружколомательных канавок не имеет.
В машинных развертках (применяемых при развертывании отверстий на станках) в отличие от ручных рабочая часть более короткая (рис. 140, в) и, кроме того, имеются некоторые конструктивные особенности, связанные с работой на более высоких скоростях резания и с большими напряжениями. Машинные развертки чаще всего делаются насадными и раздвижными (регулируемыми).
Раздвижные (регулируемые) развертки применяются при развертывании отверстий диаметром от 24 до 80 мм. Они допускают увеличение диаметра на 0,25 - 0,5 мм.
Регулируемые развертки получили наибольшее распространение. Они состоят из корпуса, который служит довольно долго и изготовляется из сравнительно недорогих конструкционных сталей и вставных ножей простой формы. Ножи делают из тонких пластинок, на них расходуется небольшое количество дорогостоящего металла. Их можно переставлять или раздвигать на больший диаметр, регулируя или затачивая до нужного размера. Когда ножи стачиваются и уже не обеспечивают надежного крепления, их заменяют новыми.
Для развертывания сквозных отверстий широко применяются разжимные развертки (рис. 141), ножи в которых крепятся винтами, или в точно пригнанных пазах прижимаются к дну паза конусными выточками концевых гаек, или же винтами, разжимающими корпус.
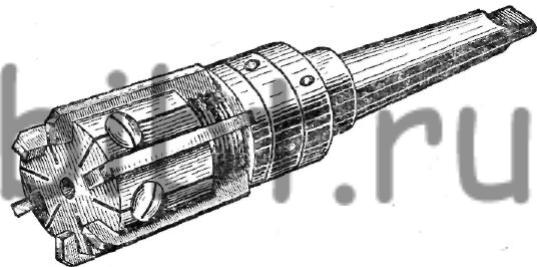
Рис. 141. Раздвижная развертка