
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 87. ТЕХНИКА ШАБРЕНИЯ. Геометрия заточки шаберов. Заточка и заправка шаберов. Приемы заточки шаберов.
Углы заточки. Весьма важна для работы геометрия режущего лезвия шабера. Очень часто величину угла заострения (β) принимают равной примерно 90° в связи с тем, что при таком угле обеспечивается наиболее легкое снятие стружки; однако в ряде случаев целесообразно величину углов выбирать в зависимости от твердости обрабатываемого металла и формы шабера.
На рис. 161, а показана заточка шабера для обработки чугуна, а на рис. 161, б - для обработки стали.
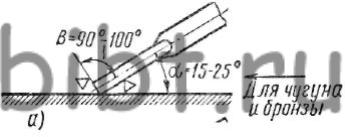
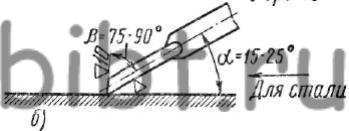
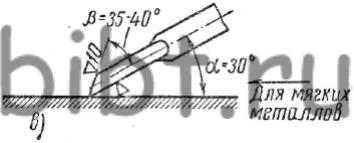
Рис. 161. Геометрия заточки шаберов:
а - для чугуна и бронзы, б - для стали, в - для мягких металлов
Существенные изменения в геометрию шаберов вносят новаторы и рационализаторы. Новаторы Станкостроительного завода им. Орджоникидзе Горбунов и Пахнев при черновом шабрении мягких металлов затачивают шаберы под углом β=35-40° (рис. 161, в). Это позволяет увеличить толщину снимаемой стружки до 0,1 мм вместо 0,01 мм.
Заточка и заправка шаберов. В процессе работы шаберы затупляются. Затачивают их на наждачных точилах с корундовым кругом зернистостью не крупнее 60 и твердостью СМ1 или СМ2. Шаберы из пластинок твердого сплава затачивают на круге КЗ (карбид кремния, зеленый).
Заточку ведут торцом круга или периферийной его частью.
Вначале затачивают боковые плоскости (рис. 162, б), а затем торцы (рис. 162, а) и только потом производят доводку. Затачиваемый шабер должен располагаться перпендикулярно поверхности круга точила.
При заточке давление на шабер должно быть небольшим, чтобы шабер не нагревался. Заточку нужно вести с охлаждением. Трехгранные шаберы затачиваются, как показано на рис. 162, в.
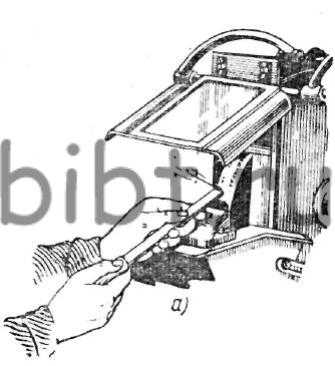

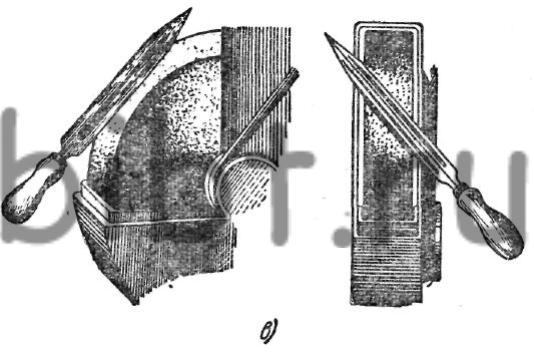
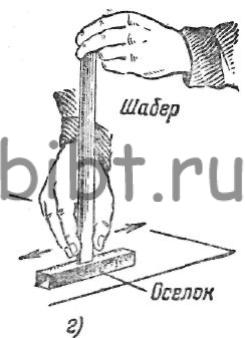
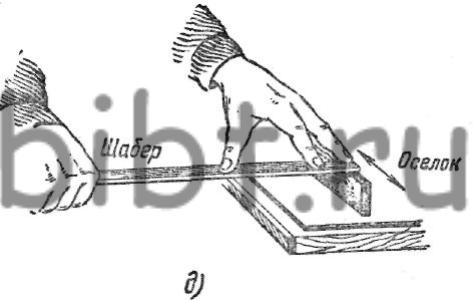
Рис. 162. Приемы заточки шаберов:
а - заточка плоского шабера, б - заточка боковых поверхностей плоского шабера, в - заточка трехгранного шабера, г - заправка торцовой части шабера, д - заправка боковой поверхности на оселке
После заточки на лезвии шабера получаются заусенцы и неровности, поэтому лезвие после заточки правят, причем так, чтобы на нем нельзя было обнаружить под лупой (увеличение в 2,5 раза) неровности, снижающие качество шабрения. Шабер нужно заправлять на абразивных брусках зернистостью 90 и выше. Поверхность бруска смазывают тонким слоем машинного масла. Вместо оселка при заправке шаберов можно применять ровную чугунную плитку, которую покрывают жидкой пастой из наждачного 60-минутного порошка с машинным маслом. Оселок во время заправки помещают на деревянную неподвижную подкладку, в которой вырезано гнездо по размеру оселка.
Вначале торец шабера заправляют по радиусу. При заправке шабер устанавливают торцовой частью на брусок (рис. 162, г) и перемещают его вдоль бруска. Движение осуществляется покачиванием шабера с целью получения криволинейной режущей кромки. Затем заправляют боковые широкие плоскости, перемещая шабер вдоль режущей кромки, плотнее прижимая его к плите во избежание завалов (рис. 162, д). Доводка на бруске ведется с водой и маслом. Для окончательной доводки режущей части шабера (получения зеркальной поверхности) применяются пасты ГОИ (Государственного оптического института).
Доводка пластин из твердых сплавов выполняется на вращающихся медных дисках с помощью карбида бора или вручную на чугунной плите также с карбидом бора.
Повторная заправка шабера производится сразу как только почувствуется его небольшое затупление. Считается, что в среднем за 7 час работы шабер требуется заправлять от 4 до 6 раз, в зависимости от характера шабрения и от материала изделия. Необходимое качество заточки шаберов может быть достигнуто только при полной исправности наждачных точил и оснащения их соответствующими кругами.
Возле каждого точила должен находиться сосуд с чистой холодной водой, чтобы можно было вовремя предупредить отпуск инструмента. Важное значение имеет и хорошее освещение точил, так как при плохом освещении трудно расположить шабер так, чтобы он был полностью заточен прежде, чем нагреется до температуры отпуска. В случае недостаточности естественного освещения необходимо пользоваться электрическим освещением.