
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 88. МЕХАНИЗАЦИЯ ШАБРЕНИЯ. Электромеханический шабер с гибким валом. стационарная установка для шабрения. Самодвижущаяся шлифовальная головка.
При механизированном шабрении вращательное движение гибкого вала, получаемое от электродвигателя, преобразовывается в возвратно-поступательное движение инструмента. Шабровщик левой рукой давит на шабер, прижимая его к шабруемой поверхности, а правой рукой поддерживает шабер за рукоятку.
На рис. 168, а показан электромеханический шабер с гибким валом. Он состоит из электродвигателя 1, смонтированного с тележкой 2 и подвешенного на монорельсе. Электродвигатель передает движение редуктору 5, с которым соединен гибкий вал 4, приводящий в движение кривошип 6, сообщающий возвратно-поступательное движение шатуну 7.
Такой электромеханический шабер может перемещаться по монорельсу вдоль мастерской.
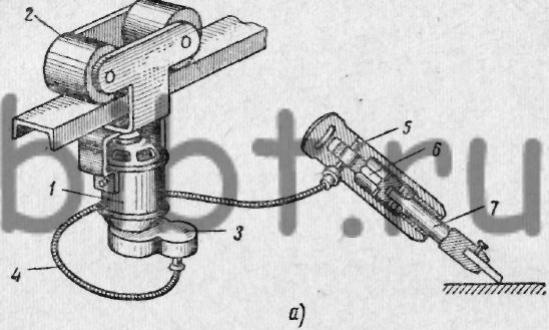
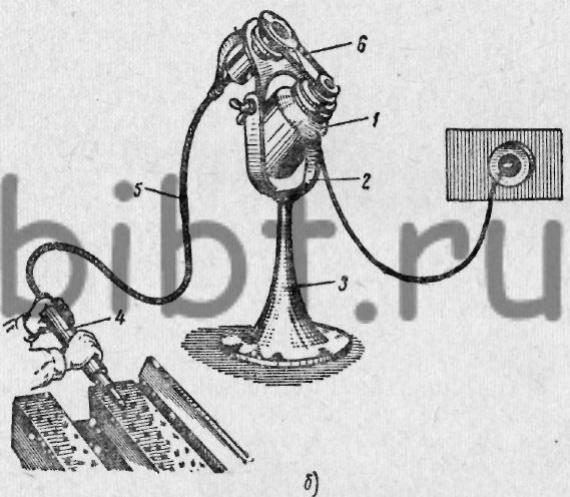
Рис. 168. Механизированное шабрение:
а - электромеханический шабер: 1 - электродвигатель, 2 -тележка, 3 - головка, 4 - гибкий вал, 5 - редуктор, 6 - кривошип, 7 - шатун; б - стационарная установка для шабрения: 1 - электродвигатель, 2 - кронштейн, 3- станина, 4 - головка, 5 - гибкий вал, 6 - клиноременная передача
На рис. 168, б показана стационарная установка для шабрения, которая состоит из электродвигателя 1 мощностью до 0,6 квт, установленного в кронштейнах 2 станины 3. На электродвигателе и кронштейне закреплена клиноременная передача 6, при помощи которой передается вращение от электродвигателя к гибкому валу 5, а затем шабровочной головке 4, Наличие на клиноременных шкивах ступеней позволяет передавать шаберу разное число ходов.
Более удобной, допускающей передвижение и размещение в любом месте является передвижная установка. В этой установке электродвигатель помещен на тележке. Тележка может не только перемещаться по полу, но и подвешиваться на рельсовых балках в цехе. Такое приспособление можно изготовить на каждом заводе без затрат крупных денежных средств.
Наряду с электромеханическими широко применяются пневматические шаберы. При работе пневматическим шабером нет таких резких толчков, как при работе электромеханическим. Но все шаберы имеют существенные недостатки, ограничивающие их применение: трудность регулировки движения, сильные толчки, невозможность регулировки усилия, передаваемого шаберу.
В последнее время шабровочные работы заменяются другими видами обработки, значительно облегчающими труд и повышающими производительность труда.
Опыт Ленинградского станкостроительного завода им. Свердлова и других заводов, заменивших шабрение строганием широколезвийными твердосплавными резцами, открыл большие преимущества этого способа.
Применяя соответствующие режимы резания, широколезвийным резцом из твердого сплава или быстрорежущей стали снимают стружку толщиной менее 0,1 мм, При обработке сообщаются большие подачи при очень малой глубине резания. Причем обрабатываемая поверхность обязательно смачивается керосином. После строгания окончательная обработка выполняется шаберами.
Однако недостатком этого способа является большая затрата времени на установку деталей на станке, а также на их выверку, крепление, а затем снятие.
После чистового отделочного строгания обрабатываемая поверхность шлифуется на шлифовальных станках с глубиной резания не более 0,005 мм.
Шлифование может производиться не только на специальных шлифовальных станках, но и на приспособленных для этого строгальных, сверлильных и фрезерных станках, в которых вместо режущего инструмента закрепляются соответствующие абразивные круги. В зависимости от требуемой степени точности выбирается зернистость круга (от 24 до 60) и скорость вращения (до 1500 об/мин).
Недостатком шлифования на станках является необходимость установки, снятия и перемещения детали. Но этот недостаток можно устранить применением самодвижущихся шлифовальных головок, изобретенных новаторами Уральского турбомоторного завода.
Самодвижущаяся шлифовальная головка перемещается вдоль шлифуемой поверхности, а деталь стоит неподвижно.
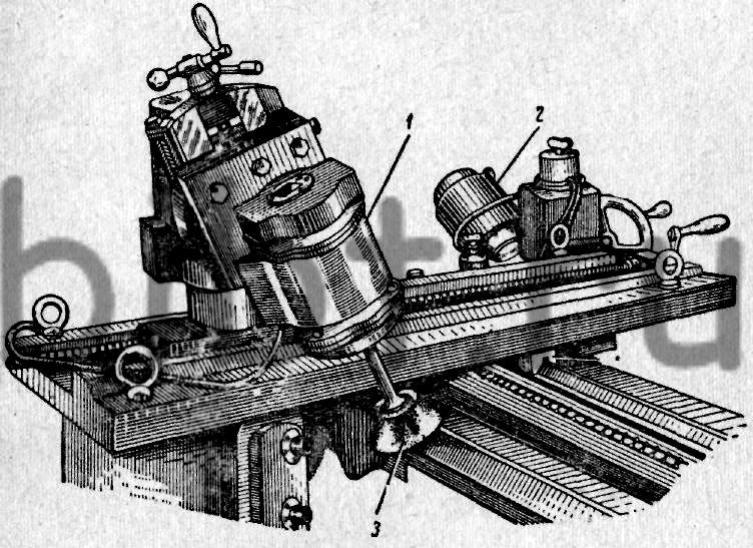
Рис. 169. Самодвижущаяся головка: 1 и 2 - электродвигатели, 3 - шлифовальный круг
Устройство и принцип работы самодвижущейся головки показан на рис. 169. Вращение инструмента 3 и перемещение головки производится при помощи электродвигателей 1 и 2, смонтированных на приспособлении.