
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Притирка плоских поверхностей.
Притирка таких поверхностей обычно производится на неподвижных чугунных притирочных плитах. Форма и размеры плит выбираются в зависимости от величины и формы притираемых деталей. На поверхность притирочной плиты наносят шлифующий порошок. Операция притирки обычно подразделяется на предварительную притирку - черновую и окончательную - чистовую.
Для предварительной притирки деталей применяются плиты с продольными и поперечными канавками, в которых собирается шлифующий порошок (рис. 170, а). Эти канавки имеют глубину 1-2 мм и располагаются друг от друга на расстоянии 10-15 мм. Для окончательной притирки применяется гладкая плита (рис. 170, б).
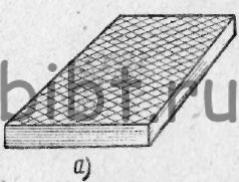

Рис. 170. Притирочные плиты:
а - с поперечными и продольными канавками, б - гладкая плита
Изделие или притир передвигают круговыми движениями. После 9-10 круговых движений снимают слой шлифовального порошка и наносят другой. Изделие притирают до тех пор, пока притираемая поверхность не будет иметь матовый цвет или зеркальный вид. Для получения блестящей поверхности притирку заканчивают на притире из твердого дерева, покрытом разведенной в спирте венской известью.
Притирка на плитах дает очень точные результаты. Поэтому на них притираются детали, требующие высокой точности обработки (шаблоны, калибры, плитки и т. п.).
Чтобы плита изнашивалась равномерно, притираемую деталь следует перемещать по всей ее поверхности (рис. 171). Во избежание коробления при притирке необходимо следить, чтобы обрабатываемая деталь сильно не нагревалась. Если деталь нагрелась, притирку следует прекратить, дать детали охладиться и после этого продолжать снова. Для более быстрого охлаждения деталь рекомендуется класть на чистую массивную металлическую плиту.
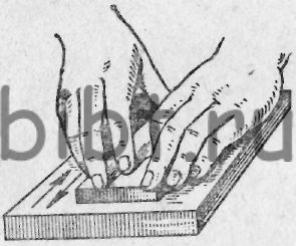
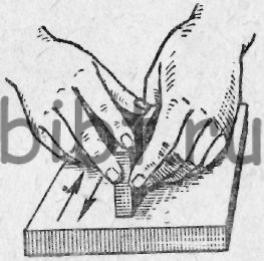
Рис. 171. Приемы притирки плоских поверхностей
Абразивный порошок или паста срабатываются после 15-18 движений по одному и тому же месту, после чего их удаляют с плиты чистой тряпкой и заменяют новыми. Как было указано выше, предварительная притирка ведется на плите с канавками, окончательная же - на гладкой плите, причем эту притирку ведут на одном масле, пользуясь лишь остатками порошка, сохранившегося на детали от предыдущей операции.
Притирка тонких изделий, например шаблонов, угольников, линеек и т. п., ведется с помощью чугунных или же стальных кубиков и призм. К кубику или призме прикладывают притираемое изделие и вместе перемещают по притирочной плите (рис. 172). Кубики и призмы являются направляющими, так как без них можно перекосить притираемое изделие.
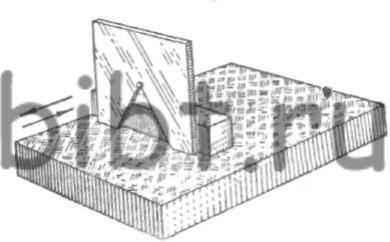
Рис. 172. Приемы притирки тонких деталей при помощи кубика
Если необходимо притирать несколько изделий, то их соединяют при помощи заклепок в пакет; пакет перемещают по притирочной плите, прижав к призме.
При притирке широких плоскостей угольник (рис. 173, а) закрепляют на деревянных брусках гвоздиками, затем вместе с деревянным бруском перемещают по плите.
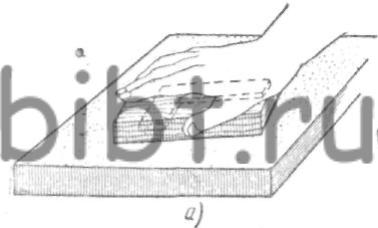
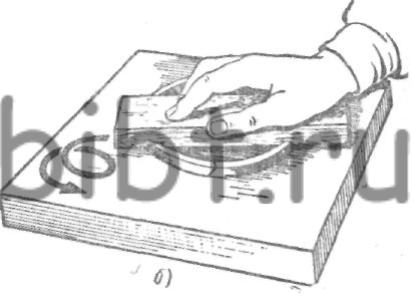
Рис. 173. Приемы притирки: а - угольника, б - поршневого кольца
В изделие, имеющее внутри отверстия, например поршневые кольца, вставляют деревянную планку, удерживая за которую его притирают (рис. 173, б).