
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава VI
КОВКА И СВАРКА МЕТАЛЛОВ
§ 21. КОВКА МЕТАЛЛА. Свободная ковка металлов. Нагрев заготовок при ковке.
Детали машин изготовляют литьем, ковкой, сваркой и механической обработкой на станках. Заготовки литых, сварных и кованых деталей обычно обрабатывают на станках в целях получения необходимой формы деталей, точных размеров и заданной чистоты поверхности.
Свободная ковка металлов. Относится к обработке давлением. Обработка металлов давлением основана на пластичности металлов, т. е. их способности изменять свою форму и размеры без разрушения под действием приложенных внешних сил (давления).
Ковке поддаются все материалы, которые при нагревании становятся пластичными. Широко применяется этот вид обработки при изготовлении стальных изделий. Ковка значительно улучшает структуру и механические качества исходного металла. Изделия, изготовленные ковкой, называются поковками.
Из поковок изготовляют любые детали машин и различный инструмент.
При помощи ковки можно изготовить детали высокой прочности. Наиболее ответственные детали тракторного двигателя - коленчатый вал, шатун, всасывающие и выхлопные клапаны, заготовки для стальных дисковых шестерен, корпус подшипника и другие - изготовляются ковкой (штамповкой).
При ковке деталей значительно сокращается расход металла, уменьшается время, необходимое для изготовления заготовок деталей или инструмента. Это позволяет снизить себестоимость деталей. Свободная ковка (преимущественно горячая) бывает ручная и машинная.
Машинная ковка выполняется на механических молотах (рессорных, пневматических, паровоздушных и др.) или прессах. Поковки зажимают в клещи и подводят под молот, который ударами бойка изменяет форму заготовки.
Ручная ковка производится последовательными ударами инструмента (молотка или кувалды) по обрабатываемой заготовке, лежащей на опорной площадке - наковальне. Ручная ковка находит применение при индивидуальном изготовлении мелких изделий или при ремонтных работах, но в последнее время ручная ковка все больше и больше вытесняется машинной ковкой.
Ручная ковка выполняется с помощью инструментов, показанных на рис. 23.

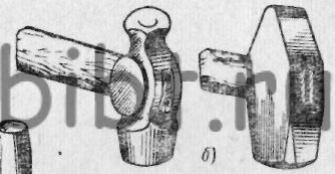


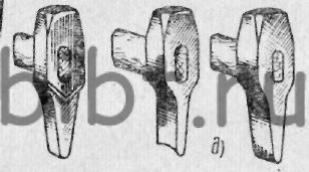
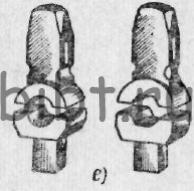
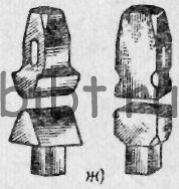


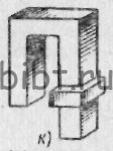
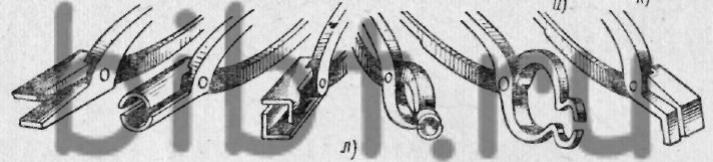
Рис. 23. Инструменты, используемые при свободной ковке:
а - кувалды, б - ручники, в - гладилки, г - прошивки, д - зубило, е - обжимки, ж - подбойки, з - вершники, и - гвоздильни, к - скобы, л - клещи
Кувалды применяются для нанесения сильных ударов по нагретой заготовке при ковке небольших по размерам и весу поковок. Кувалды бывают остроносые и тупоносые весом от 4 до 10 кг.
При помощи ручников, или кузнечных молотков, изготовляют мелкие поковки. Ручником кузнец указывает молотобойцу место на поковке для нанесения ударов. Вес кузнечных молотков 0,5-2 кг.
Клещи служат для удерживания и поворачивания нагретого металла при ковке. Для более надежного захвата заготовок на клещи надевают зажимные кольца (шпандырь). Выбор вида клещей зависит от формы и величины заготовок. Правильный выбор клещей обеспечивает качественную и безопасную работу.
Наковальня (рис. 24, а) является опорой, воспринимающей на себя удары ручника-молотка или кувалды при изготовлении поковки. Наковальня отливается из стали. Верхняя часть ее называется наличником или лицом. В наковальне., как правило, предусматриваются отверстия-круглое и квадратное: круглое служит для пробивки отверстий в поковках, квадратное - для крепления различных приспособлений (скобы, серьги, шаблона и др.). Заостренная часть наковальни, или рог, 1 служит для загибания поковок. С другого конца наковальни имеется прямоугольный хвост 2, который служит для гибки под прямым углом. Наковальня устанавливается на лапы 3 и крепится хомутами 4 к деревянному стулу. Качество наковальни проверяется по звуку, издаваемому ею при ударе молотком; чистый и звонкий звук свидетельствует о хорошем ее качестве. Вес наковальни обычно достигает 150 кг.
Другие виды кузнечного инструмента и приспособления, применяемые при ручной ковке, приводятся при описании кузнечных операций.
Нагрев заготовок при ковке. В целях повышения пластичности заготовки перед ковкой нагреваются в специальных печах или кузнечных горнах до высокой температуры. Каждая марка стали имеет свою температуру начала и конца ковки. Например, у углеродистой стали начальная температура ковки 1150-1200°, а конечная 800-850°, у легированной стали соответственно 1100-1150° и 825-875° и т. д. Если ковку заканчивают при пониженной температуре, образуется наклеп и появляются трещины. При высокой температуре нагрева происходят окисление и большой угар металла. Нагревать заготовку необходимо равномерно со всех сторон с определенной скоростью.
Температура нагрева металла при ручной ковке определяется по цветам каления, а более точно - при помощи оптических пирометров.