
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 25. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ОТЛИВОК.
Литые детали (отливки) изготовляются в литейных цехах.
Технологический процесс изготовления отливок состоит из следующих операций:
1) изготовления литейных форм по моделям;
2) изготовления стержней;
3) заливки форм жидким металлом;
4) выбивки отливок;
5) обрубки и очистки отливок.
Модели (рис. 27, а) представляют собой копию изготовляемых отливок и выполняются по чертежу детали (рис. 27, б) с учетом припуска на механическую обработку. Для облегчения удаления моделей форму делают конусной (0,5-3°).
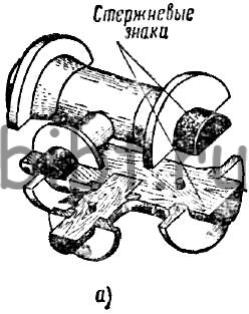
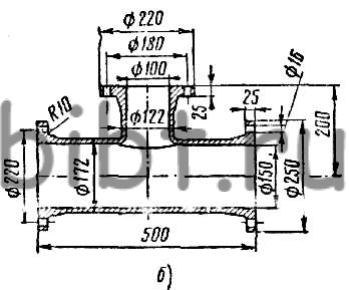
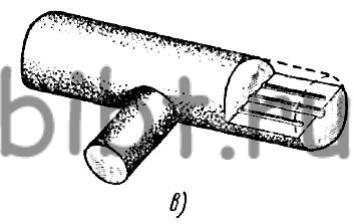
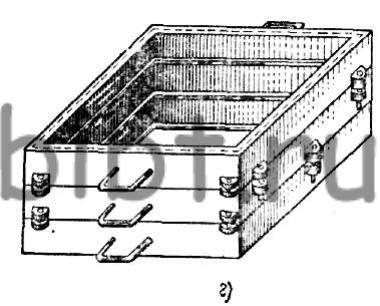
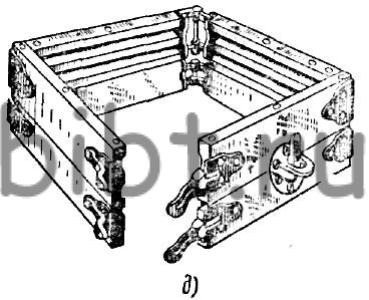
Рис. 27. Производство отливок:
а - модель, б - чертеж детали, в - стержень, г - металлическая опока, д - деревянная опока
Модели изготовляют из дерева или металла. Деревянные модели выдерживают лишь несколько десятков формовок и поэтому применяются в индивидуальном производстве. Металлические формы отличаются точностью и долговечностью, однако они очень дороги и применяются только в серийном и массовом производстве. Модели делают целые и разъемные, состоящие из двух и более частей.
Для предохранения от воздействия влаги и придания гладкости внутреннюю поверхность модели окрашивают модельным лаком. Модели, предназначенные для отливок из черного литья, окрашиваются в красный цвет, для стального - в синий, для отливок из сплавов цветных металлов - в желтый.
Стержни (рис. 27, в) представляют собой круглые прутки, изготовленные из огнеупорной глины; с помощью стержней получают в отливках внутренние отверстия.
Формовка представляет собой комплекс работ, связанных с приготовлением по моделям из формовочных материалов форм, способных выдержать воздействие расплавленного металла и сообщить ему свои очертания. Изготовление литейных форм может производиться вручную или на машинах, с применением стержней или без них.
Машинная формовка применяется главным образом при массовом и серийном производстве, а ручная формовка - при индивидуальном и мелкосерийном производстве.
Ручная формовка производится в опоках или непосредственно в почве. Это более трудоемкий процесс.
Сущность формовки в почве состоит в изготовлении литейной формы в земляном полу на формовочном участке литейного цеха. Модель вдавливается в поверхность специально подготовленной постели из почвы. Таким образом изготовляют формы только для неответственных отливок.
Формовка в опоках наиболее распространена. Опоки представляют собой изготовленные из стали или чугуна (рис. 27, г), а иногда из дерева (рис. 27, д) жесткие рамки, скрепляемые болтами или штырями.