| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
2. Типовые конструкции штампов. Типовые конструкции разделительных штампов.
На рис. 10 показаны типовые конструкции штампов и конструктивные решения, обеспечивающие сопряжение пуансонов и матриц. В сменных штампах с универсальным блоком сопряжение режущих кромок создается универсальным блоком и направляющими колонками сменного штампа; в стационарных блочных штампах — за счет блока; в стационарных пакетных штампах — неподвижным направляющим съемником.
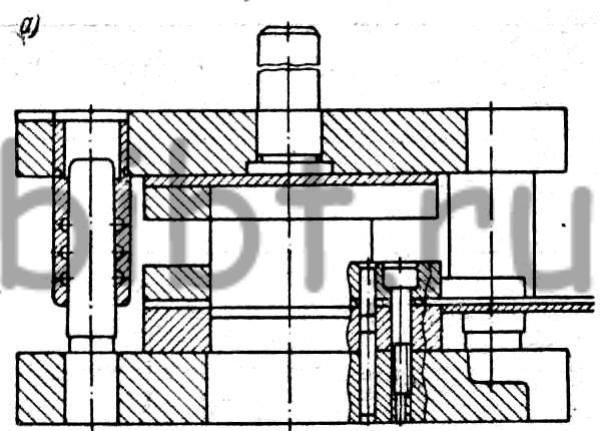
а-штамп на стационарном блоке с неподвижным съемником
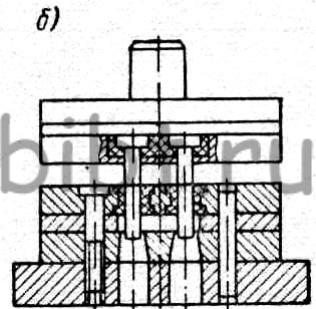
б-штамп пакетный штамп с неподвижным съемником
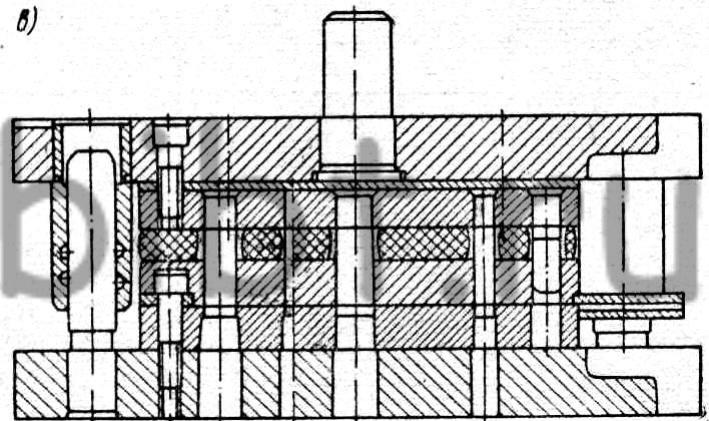
в—на стационарном блоке с верхним прижимом;
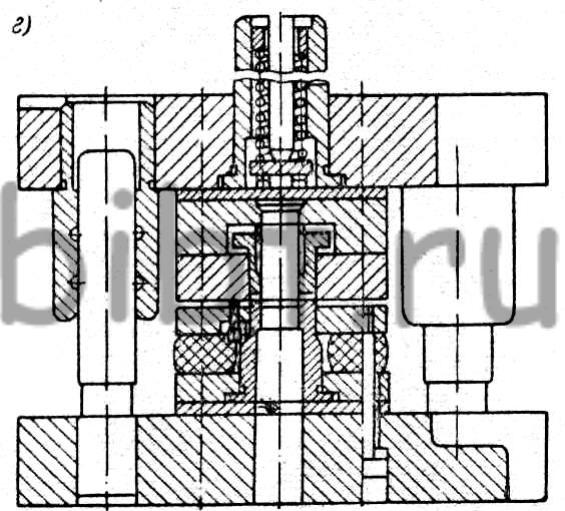
г—штамп на стационарном блоке совмещенного действия
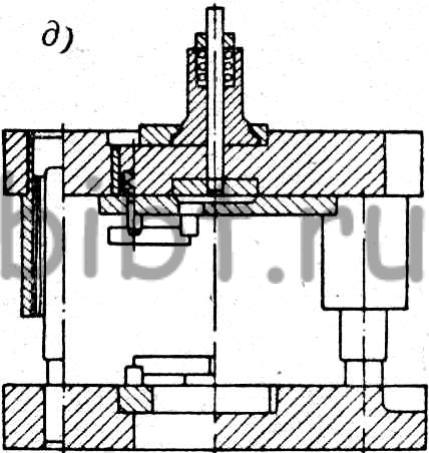
д — штамп на универсальном блоке;
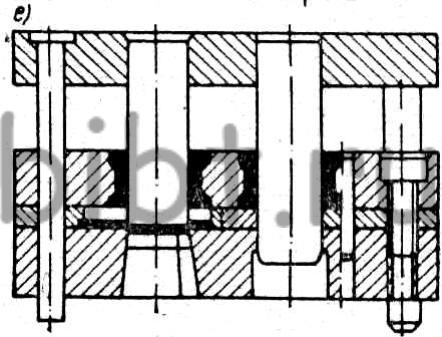
е — сменный штамп с неподвижным съемником;
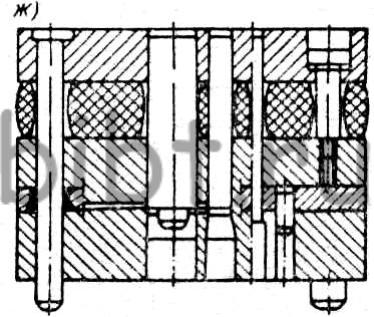
ж — сменный штамп с неподвижным съемником с верхним прижимом;
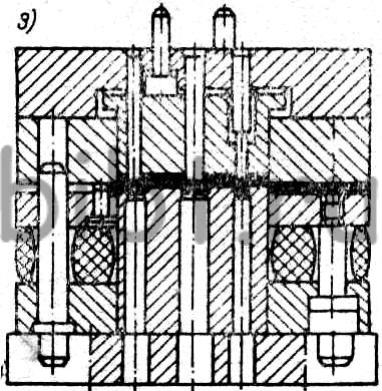
з-сменный штамп с неподвижным съемником совмещенного действия
Рис. 10. Типовые конструкции разделительных штампов: а — на стационарном блоке с неподвижным съемником; б—пакетный штамп с неподвижным съемником; в—на стационарном блоке с верхним прижимом; г—на стационарном блоке совмещенного действия; д — блок универсальный; е — сменный штамп с неподвижным съемником; ж — то же с верхним прижимом; з — то же совмещенного действия
Штампы с неподвижным направляющим съемником обеспечивают более высокую производительность штампов в результате удаления детали через провальное окно. Это дает возможность автоматизации процесса и работы на быстроходных прессах-автоматах, а также широкого применения многорядной и многопереходной штамповки. Однако при штамповке на провал имеется некоторое нарушение плоскостности детали. Штампы с верхним прижимом обеспечивают лучшую плоскостность деталей и качество поверхности среза.
Однако наличие верхнего прижима снижает жесткость штампа и требует установки дополнительных средств сопряжения, усложняющих конструкцию штампа; несколько ухудшаются условия безопасности работы. Стоимость таких штампов выше по сравнению со штампами с неподвижным съемником. Штампы с верхним прижимом применяются при многошаговой штамповке деталей из материалов толщиной менее 0,5 мм.
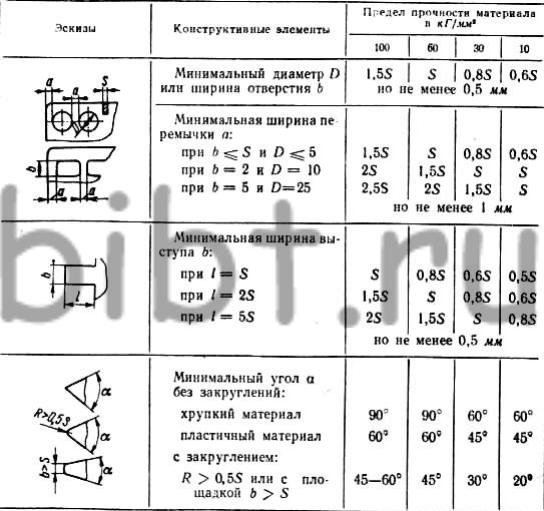
Штампы совмещенного действия применяются при штамповке деталей повышенной точности с жесткими допусками на взаимное расположение отверстий относительно контура (менее ±0,1 мм для размеров до 20 мм и ±0,15 мм для размеров от 20 до 50 мм). Элементы деталей должны соответствовать параметрам, приведенным в табл. 3.
3. Элементы штампуемых деталей