| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
3. Технологические требования к плоским штампуемым деталям. Технологичность штампуемых деталей. Сопряжение поверхностей контура штампуемых деталей.
Плоские штампуемые детали должны иметь возможно более простую конфигурацию (рис. 11); острые углы, узкие прорези и выступы на контуре и отверстиях снижают стойкость штампов и усложняют их изготовление.
4. Минимальные радиусы сопряжения углов
| Наименование поверхности | Форма угла | Минимальный радиус закругления в зависимости от толщины материала S |
| Наружные
контуры
|
|
R=> 0, 25S |
|
R=>s 0, 5S |
|
| Отверстия
|
|
R=> 0, 35S |
|
R=> 0, 6S |
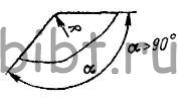
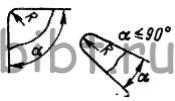


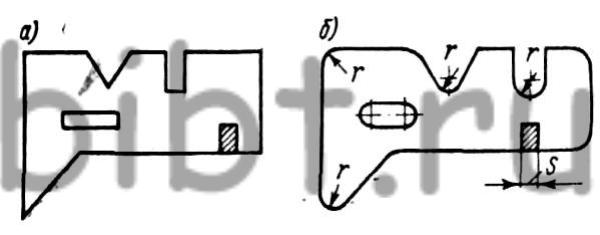
Рис. 11. Сопряжение поверхностей контура штампуемых деталей: а — неправильное; б — правильное
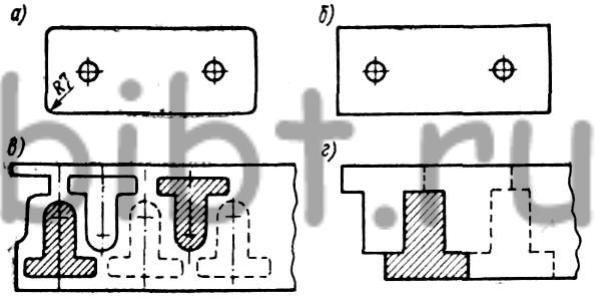
Рис. 12. Технологичность штампуемых деталей: а —для цельных матриц и штамповки с отходами; б — составных матриц и безотходной штамповки; в — при вырубке по всему контуру; г — при безотходной вырубке
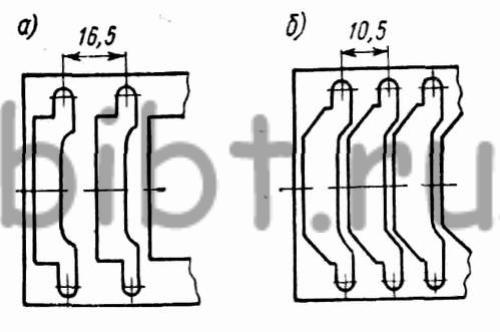
Рис. 13. Конфигурация деталей: а — неэкономичная; б — экономичная
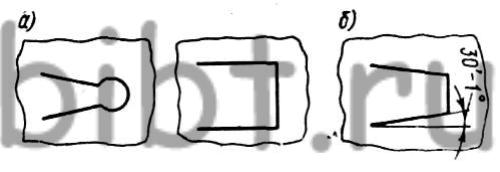
Рис. 14. Конструкции надрезок: а — нетехнологичная; б — технологичная
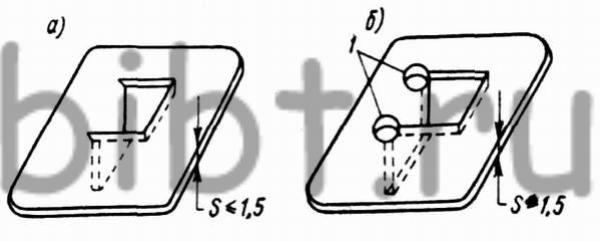
Рис. 15. Технологичность конструкций надрезок в зависимости от толщины материала: а — при S <= 1, 5 мм; б — при S> 1, 5 мм; 1 в технологические отверстия
При применении цельных матриц и вырезке с отходами (с перемычками) сопряжения в деталях необходимо выполнять с радиусами закругления в углах (рис. 12, а, в). При составных матрицах и при безотходной штамповке сопряжения сторон следует делать без закруглений (рис. 12, б, г).
Конфигурация штампуемых деталей должна также обеспечивать наивыгоднейший раскрой и минимальные отходы, т. е. наименьшую затрату материала на, изготовление одной детали (рис. 13).
В табл. 4 приведены минимальные радиусы сопряжения острых, прямых и тупых углов (внешних и внутренних), которые применяют в плоских штампованных деталях при вырубке контура в штампах с цельными матрицами и при штамповке с отходами (см. рис. 12, а, в), а также для пробивки отверстий.
Минимальные размеры отверстий, пробиваемых при помощи штампов нормальной конструкции, рекомендуется принимать в соответствии с данными табл. 5, а минимальное расстояние между пробиваемыми отверстиями и стенками детали — по данным табл. 6.
При конструировании деталей с надрезкой необходимо, чтобы форма надрезки обеспечивала свободный выход детали из матрицы без защемления (рис. 14), а при толщине материала свыше 1, 5 мм во избежание появления трещин в углах сгиба следует делать отверстия (рис. 15)
5. Минимальные размеры отверстий, образуемых при штамповке, в мм
| Материал
детали |
Форма отверстия | |||
| круглая | квадратная | прямоугольная | овальная | |
 |
 |
 |
 |
|
| Сталь |
1, 50 | 1, 40 | 1, 20 | 1, 10 |
| Сталь
твердая |
1, 20 | 1, 10 | 0, 90 | 0, 80 |
| Сталь мягкая |
1, 00 | 0, 90 | 0, 70 | 0, 60 |
| Латунь Л62, медь | 0, 80 | 0, 70 | 0, 60 | 0, 55 |
| Алюминий, цинк | 0, 70 | 0, 60 | 0, 50 | 0, 45 |
| Текстолит, гетинакс | 0, 40 | 0, 35 | 0, 30 | 0, 30 |
| Картон, бумага | 0, 40 | 0, 35 | 0, 30 | 0, 30 |
| Магниевый сплав МА8М | 0, 50 | — | — | — |
| Магниевый сплав МА8М, нагретый до температуры не ниже 260° С | 0, 25 | 0, 45 | 0, 35 | 0, 30 |
Примечания: 1. Минимальные размеры отверстий нужно умножить на величину толщины материала. 2. При пробивке отверстий с меньшим соотношением d/S- следует применятьштамп специальной конструкции, обеспечивающий непрерывное направление пуансонов в процессе рабочего хода. При использовании таких штампов минимальный диаметр пробиваемых отверстий в деталях из мягкой стали составляет 1/3 S. |
||||
6. Минимальные перемычки между отверстиями и контуром
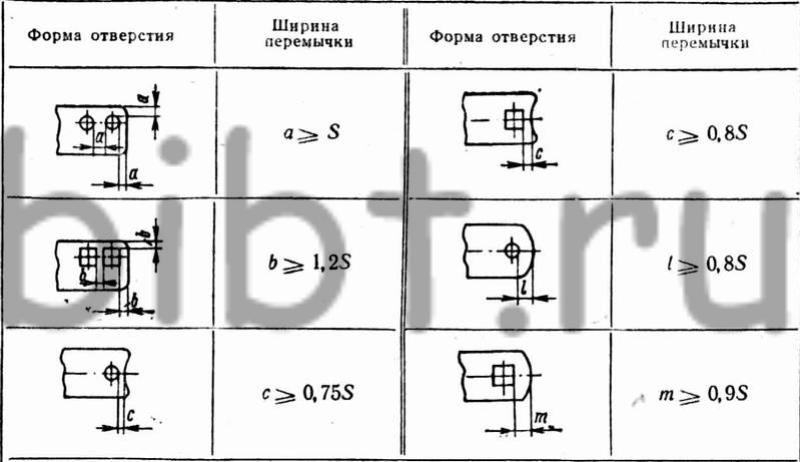
Примечание. Наименьшая ширина перемычки равна 0, 5 мм; S — толщина материала.
Величина допусков на штампуемые детали влияет на характер технологического процесса штамповки, стоимость изготовления штампов, конструкцию штампов, их стойкость и производительность.
При конструировании деталей необходимо устанавливать экономически целесообразные допуски, т. е. такие, которые обеспечивают изготовление их без дополнительных операций (зачистки, правки, калибровки, чеканки и др. ).
В табл. 7—11 приведены значения отклонений размеров плоских деталей, получаемых холодной штамповкой.
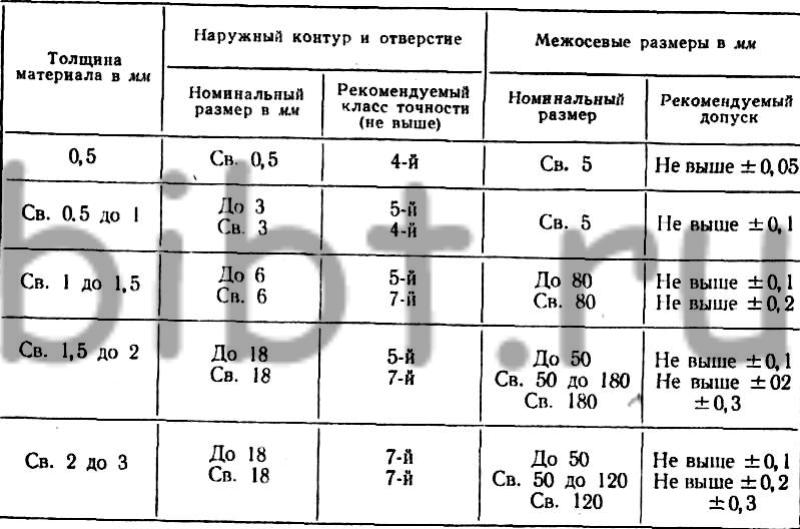
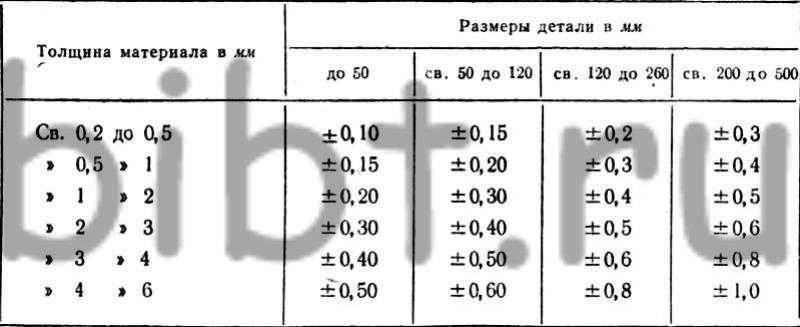
7. Экономически целесообразная точность размеров контура плоских деталей
Точность деталей, штампуемых из гетинакса и текстолита, значительно ниже точности аналогичных деталей, штампуемых из металла, вследствие пружинения материала при работе без нагрева и пружинения и усадки материала при работе с подогревом.
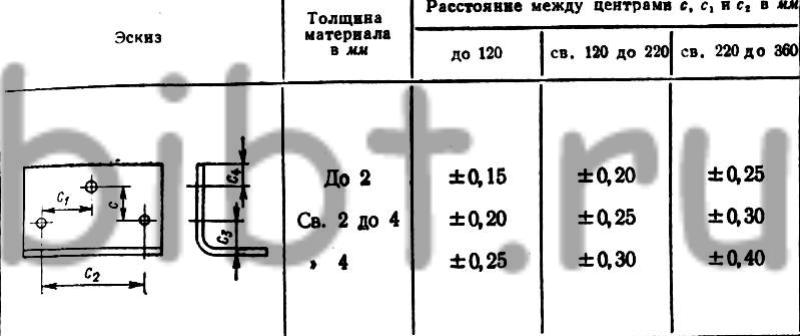
8. Отклонения размеров между отверстиями
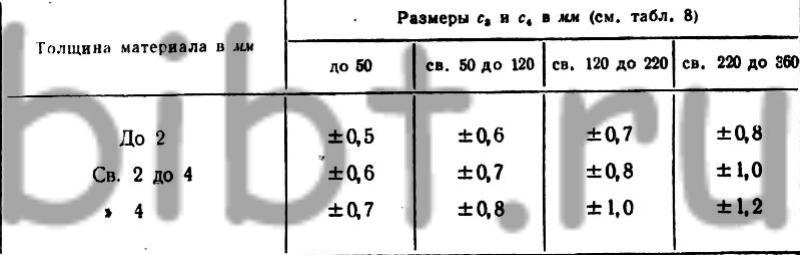
9. Отклонения размеров от базовых поверхностей до отверстий
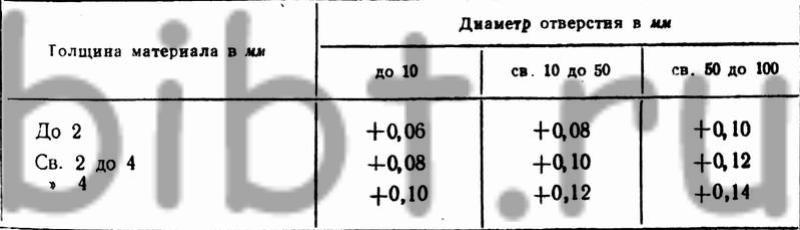
10. Отклонения по диаметру отверстия
Величины пружинения и усадки зависят от многих факторов и колеблются в значительных пределах. С увеличением толщины материала точность вырубаемых деталей понижается.
При использовании обычных приемов штамповки допуски на размеры деталей из гетинакса и текстолита рекомендуется брать по табл. 11.
Толщина материала для штамповки деталей из гетинакса не должна быть более 3 мм, из текстолита — более 6 мм.
11. Допуски на размеры деталей, изготовленных из гетинакса и текстолита