| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
4. Расчет числа операций при вытяжке цилиндрических деталей без утонения. Диаграмма для определения диаметров вытяжки и числа операций.
Число операций при вытяжке рассчитывают исходя из максимально допустимых степеней формоизменения на каждой операции.
Диаметр цилиндра, получаемый при вытяжке:
для 1-й операции
d1=m1Dз; (115)
для последующих операций (2-й, 3,..., n-й)
 (116)
(116)
(меньшим значениям коэффициентов вытяжки m соответствуют большие деформации).
В формулах приняты следующие обозначения: d1; d2; d3-диаметры полуфабрикатов 1, 2 и 3-й операций; dn-1 -диаметр полуфабриката предпоследней операции; dn -диаметр детали после выполнения последней операции; m1; m2; m3; mn - коэффициенты вытяжки 1, 2, 3-й и последней операций.
Диаметры d1, d2 и т. д. определяют по средней линии.
Коэффициенты вытяжки выбирают с учетом следующих факторов: вида и механических свойств материала, отношения толщины к диаметру заготовки, способа вытяжки, промежуточных отжигов, рабочего профиля пуансонов и матриц, усилия прижима, качества поверхности, скорости вытяжки и т. п. В табл. 52 приведены рекомендуемые коэффициенты вытяжки с прижимом полых цилиндрических деталей (с промежуточным отжигом по мере надобности).
Ориентировочные числа операций в зависимости от размеров цилиндрических деталей, штампуемых из сталей марок 08кп-10кп даны в табл. 53 и 54.
На рис. 70 показана диаграмма для
определения диаметров переходов и числа операций вытяжки, исходя из
выбранных значений коэффициентов вытяжки т. Пример. Дано: Dз = 200
мм; m1 = 0, 52; m2 = 0, 70; m3 = 0, 75. Получим: d1 = 104 мм, d2 =
72, 8 мм, d3 = 54,5 мм.
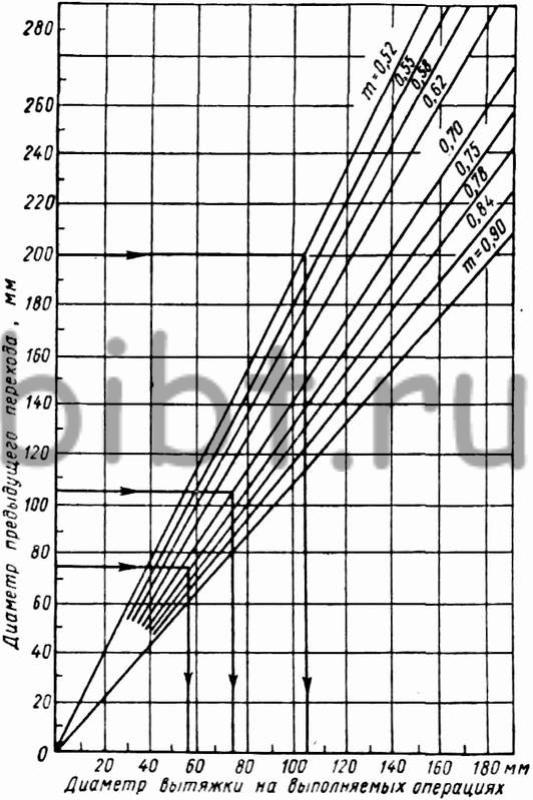
Рис. 70. Диаграмма для определения диаметров вытяжки и числа операций
52. Коэффициенты многооперационной вытяжки
| Наименование материала | Коэффициенты вытяжки, т | |
| 1-я операция | 2-я и последующие операции | |
| Сталь 08-10 |
0,50-0,53 | 0,72-0,74 |
| Латунь Л62 |
0,50-0,53 | 0,73-0,76 |
| Сплав АМцА-М |
0,52-0,55 | 0,75-0,77 |
| Сплав Д16А-М |
0,53-0,56 | 0,76-0,78 |
| Сплав Д16А-Т |
0,68-0,70 | 0,82-0,85 |
| Сплав В95А-Т |
0,70-0,72 | 0,85-0,88 |
| Сталь 1X13 |
0,56-0,58 | 0,75-0,78 |
| Сталь 1Х18Н9 |
0,50-0,52 | 0,70-0,75 |
| Сталь 1Х18Н9Т |
0,52-0,55 | 0,78-0,81 |
| Сталь Х18Н11Б |
0,52-0,55 | 0,78-0,81 |
| Сталь Х23Н18 |
0,52-0,55 | 0,78-0,81 |
| Сталь Х20Н80Т, Х478Т |
0,52-0,55 | 0,78-0,81 |
| Сталь 30ХГСА |
0,62-0,70 | 0,80-0,84 |
| Жесть белая |
0,58-0,65 | 0,80-0,85 |
| Цинк |
0,65-0,70 | 0,85-0,90 |
| Целлулоид (нагретый в льняном масле до 200° С) |
0,60 | - |
| Кожа (нагретая в масле до 200° С) |
0,40-0,45 | - |
| Титановый сплав ВТ 1 без подогрева |
0,57-0,61 | 0,80-0,85 |
| Титановый сплав ВТ1 с подогревом |
0,40-0,44 | 0,70-0,72 |
| Титановый сплав ВТ5 без подогрева |
0,63-0,65 | 0,80-0,85 |
Примечание. Для материалов с отношением S/Dз * 100 < 1 берутся большие коэффициенты, для материалов с отношением S/Dз * 100 > 1 - меньшие.
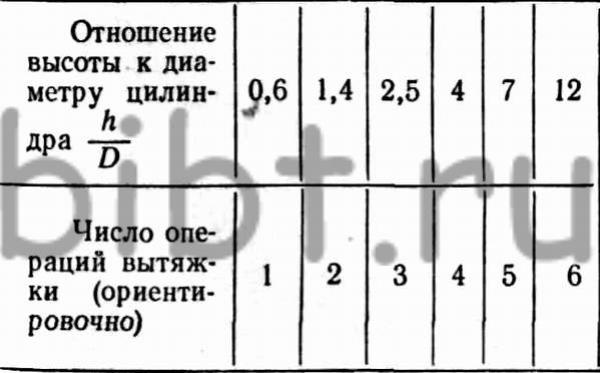
53. Число операций вытяжки цилиндрических деталей без фланца из стали марок 08кп-10кп
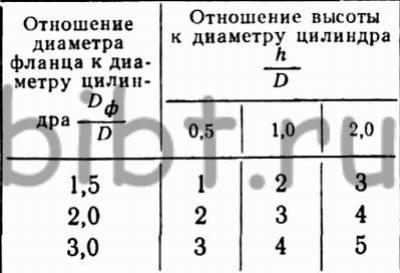
54. Число операций вытяжки (ориентировочно) цилиндрических деталей с фланцем из стали марок 08кп-10кп