
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
5. Определение необходимости прижима заготовки при вытяжке. Вытяжка без прижима прямоугольных деталей из плоской заготовки. Форма рабочих частей вытяжных матриц штампа при вытяжке без прижима.
Прижим заготовки применяют для того, чтобы предотвратить образование складок на стенках детали или на фланце. Давление прижима должно быть оптимальным, так как повышенное давление увеличивает усилие вытяжки, что приводит к отрыву дна или фланца детали, а пониженное давление вызывает образование складок.
Прижим необходим при вытяжке из плоской заготовки в случае, когда Dз-d1≥25S; (117)
где Dз— диаметр плоской заготовки в мм; d1 — диаметр первой вытяжки в мм; S — толщина материала в мм.
Для второй и
последующих операций необходимость прижима определяют по
относительной толщине материала: ![]() (118)
(118)
Вытяжку осуществляют с прижимом, если ε< 1,25, без прижима, если ε> 1, 5. с прижимом или без прижима при ε= 1, 25 -:- 1, 5.
Вытяжка без прижима прямоугольных деталей из плоской заготовки возможна, если —Hпр/S<= 14 при одновременном соблюдении отношений Hпр/B< 0, 7 и rп/S> 1 здесь Hпр — высота детали с припуском на обрезку; В— ширина детали в плане; rп— радиус в плане между боковыми стенками; S — толщина материала. Все размеры даны в мм.
Вытяжка без прижима на 2-й операции осуществима при условии, что В1-В<= (12 -: - 14) S, где В1 — ширина первой вытяжки в мм.
На рис. 71 показана форма рабочих частей матриц при вытяжке без прижима.
Матрицу с конической рабочей частью (под углом образующей 30°) применяют (рис. 71, а) при сравнительно небольших переходах первой вытяжки (m => 0, 6); матрицу с криволинейным профилем (рис. 71, б) как более сложную в изготовлении следует применять для первой вытяжки при m < 0, 6.
Рабочий профиль матрицы для вытяжки без прижима прямоугольных деталей рассчитывают отдельно как для прямых участков, так и для закруглений в углах. Участки соединяют плавным переходом.
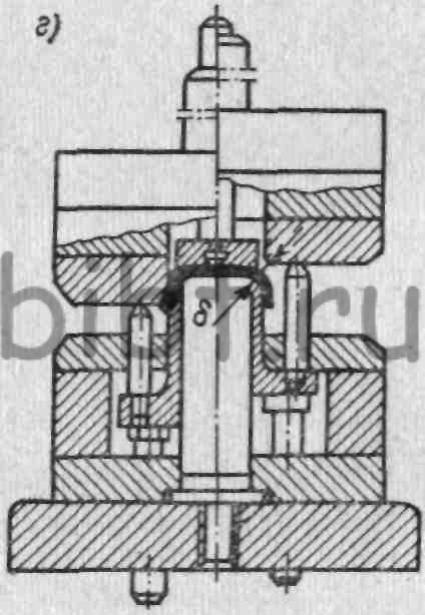
В вытяжных штампах в основном применяют плоские поверхности прижима (рис. 72, а). Прижимы с буртиком (рис. 72, б) используют при вытяжке деталей из тонкого материала и с большим радиусом закругления матрицы.
Прижимы с ограничителями (рис. 72, г) применяют в тех случаях, когда необходимо выдерживать определенный зазор под прижимом в течение всего хода пуансона для предотвращения слишком сильного зажима заготовки. Эта конструкция рекомендуется при вытяжке деталей из тонкого материала, а также деталей с широким фланцем на прессах простого действия, снабженных резиновым или пружинным буфером.
Ограничителями прижима материала могут быть упоры, прокладки, кольца, смонтированные на матрице или на прижиме. Зазор между прижимом и матрицей для вытяжки деталей с большим фланцем принимают равным δ= S + (0, 05-: -0, 1) мм; для вытяжки на провал деталей из алюминиевых сплавов δ= 1, 1S; для вытяжки деталей из тонколистовой стали δ<= 1, 25.
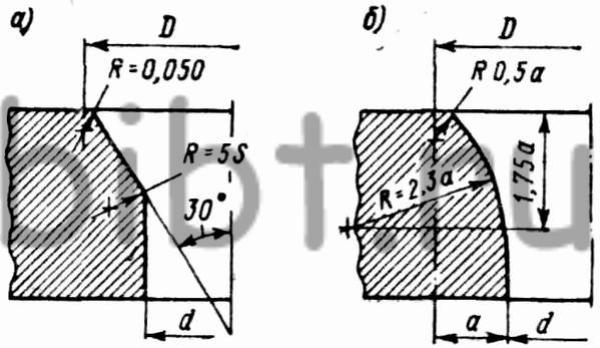
Рис. 71. Форма рабочих частей вытяжных матриц при вытяжке без прижима
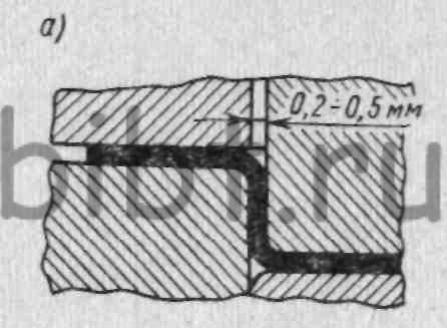
а - плоский прижим
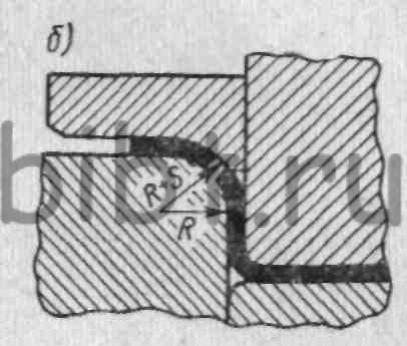
б - прижим с буртиком;
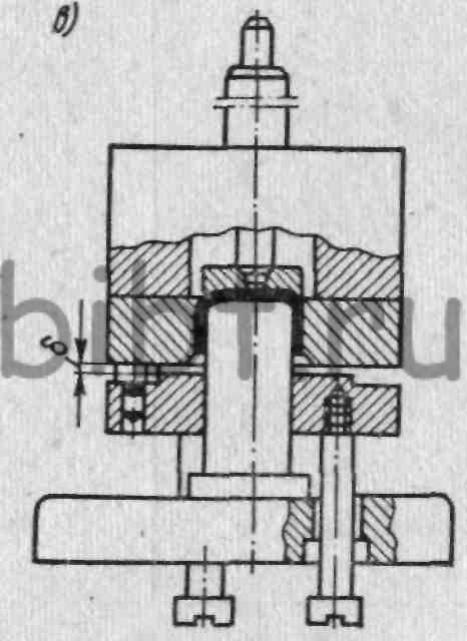
в - прижим с
ограничителем при вытяжке деталей из плоской заготовки;
г - прижим с ограничителем при вытяжке деталей из полой заготовки
Рис. 72. Типы прижимов: а - плоский; б - прижим с буртиком; в - прижим с ограничителем при вытяжке деталей из плоской заготовки; г - прижим с ограничителем при вытяжке деталей из полой заготовки