
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Вытяжка низких деталей. Построение контуров заготовок и полуфабрикатов для коробчатых деталей.
Процесс изготовления низких деталей состоит из следующих операций: образование заготовки (вырубкой или вырезкой); вытяжка; обрезка припуска по высоте. Для изготовления небольших деталей эти операции можно совмещать.
Технологические
расчеты сводятся к определению формы и размеров заготовки. В первую
очередь необходимо установить, нужно ли делать обрезку припуска по
высоте детали. Обрезка необходима в том случае, если допуск на высоту
детали, предусмотренный чертежом, будет меньше, чем высота
неровностей в угловых участках детали. Высоту неровностей можно
приближенно оценить по формуле  (124)
(124)
где δ — высота неровностей в угловых участках в мм; Hп— высота детали по чертежу в мм; S — толщина материала в мм; mу —угловой коэффициент вытяжки, вычисляемый по общеизвестным формулам для четверти цилиндра, образующего угловые участки детали (mу = rуп/ Rу, где Rу - радиусы углового участка заготовки ); A — коэффициент, зависящий от анизотропии штампуемого материала для наиболее широко применяемых материалов его принимают равным: 0,25 — для латуни Л62 и Л68, 0, 3 — для алюминия и его сплавов 0, 35 — для стали углеродистой. Припуск на обрезку в зависимости от высоты детали указан в табл. 55.
55. Припуск на обрезку (в мм) по высоте

Расчет заготовки
заключается в том, что прямые участки стенок рассчитывают, как при
простой гибке, развертывая их на плоскость, а для угловых участков
вычисляют размеры условных секторов, как заготовку цилиндрических
деталей. Затем в местах перехода от прямоугольных разверток к
секторам производят уравнение площадей, как показано на рис. 74, а с
подбором радиусов перехода. Радиус Rу вычисляют по следующим формулам: ![]() (125)
если rуп = rд;
(125)
если rуп = rд;
![]() (126) если rуп > rд.
(126) если rуп > rд.
Радиус перехода обычно принимают равным Rу.
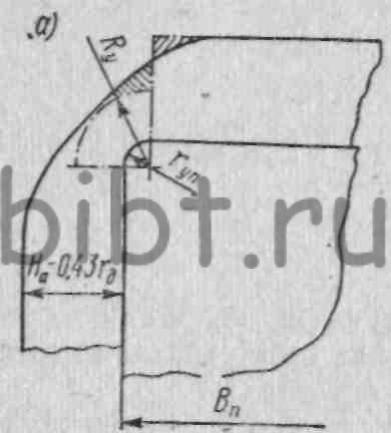
а — заготовка для низких коробчатых деталей;
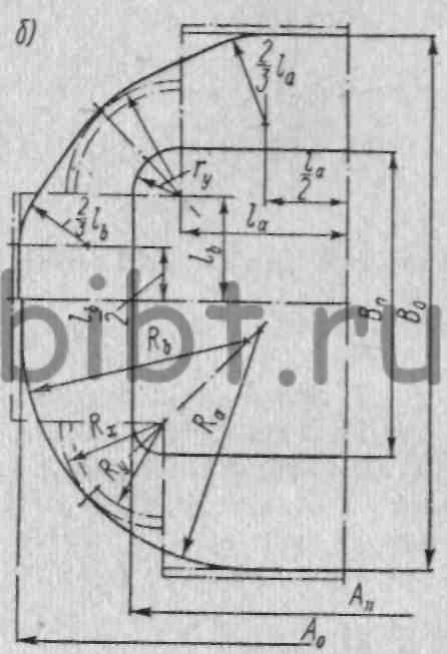
б — то же для средних коробчатых деталей с большими угловыми радиусами;
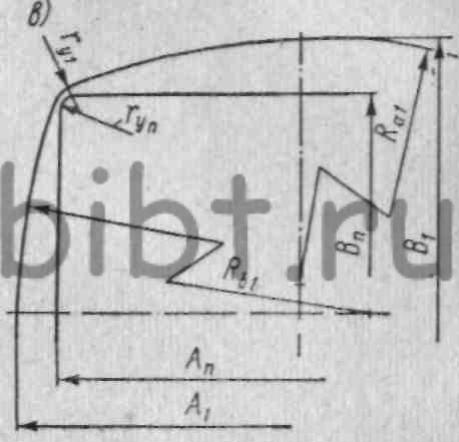
в — полуфабрикат для коробчатой детали с малыми угловыми радиусами;
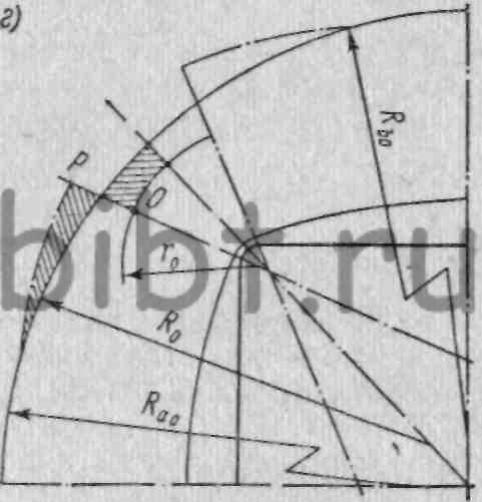
г — заготовка для коробчатой детали с малыми угловыми радиусами;
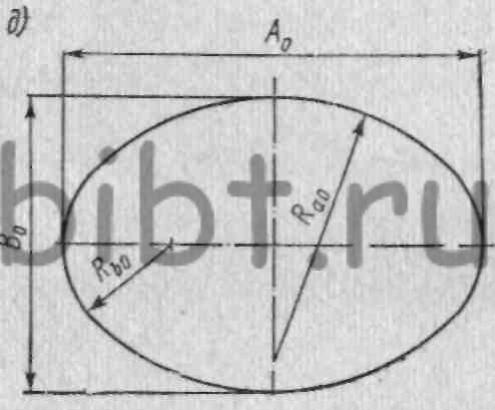
д — то же для высоких коробчатых деталей типов I и II;
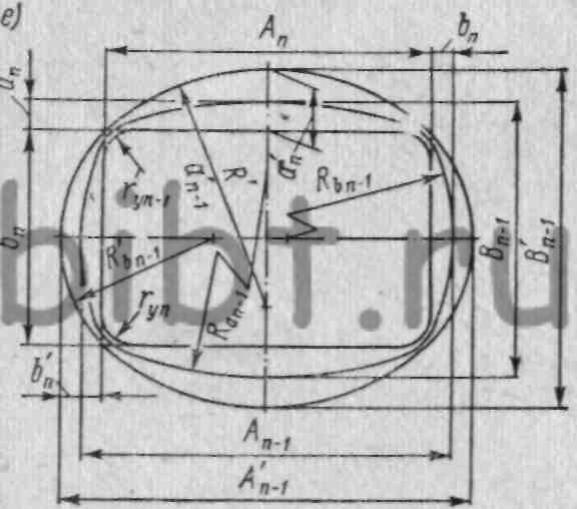
е — полуфабрикат для предпоследней вытяжки высокой коробчатой детали
Рис. 74. Построение контуров заготовок и полуфабрикатов для коробчатых деталей: а — заготовка для низких коробчатых деталей; б — то же для средних коробчатых деталей с большими угловыми радиусами; в — полуфабрикат для коробчатой детали с малыми угловыми радиусами; г — заготовка для коробчатой детали с малыми угловыми радиусами; д — то же для высоких коробчатых деталей типов I и II; е — полуфабрикат для предпоследней вытяжки высокой коробчатой детали