| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Вытяжка средних деталей с большими радиусами в углах
Этот тип деталей подразделяется на короткие и длинные.
Технологический процесс изготовления этих деталей состоит из таких же операций, как и низких деталей: образование заготовки, вытяжка и обрезка припусков. Отличие заключается лишь в том, что в связи с увеличенной степенью вытяжки неровности по высоте стенок получаются настолько значительными, что операция обрезки припуска по высоте, как правило, необходима.
Технологические расчеты также сводятся к определению формы и размеров заготовки. Величина припуска на обрезку ∆H определяется по табл. 55. Построение и вычисление размеров заготовки должно производиться с учетом распределения деформаций по периметру борта и, в частности, влияния на размеры заготовки сжимающих напряжений в стенках.
На
практике обычно пользуются эмпирическим методом, сущность которого
заключается в построении развертки детали (рис. 74, а) и
корректировке ее по следующей формуле;  (127)
(127)
Затем
ширину заготовки уменьшают на величину, отражающую прибавку пло щади
заготовки в угловых участках:  (128)
(128)
Если деталь короткая, длину заготовки уменьшают на величину, вычисленную по этой же формуле, но в знаменатель подставляют An-2rуп. У длинных деталей поправка на ширину детали не вводится, так как ширина заготовки будет равна ширине развертки.
Построение заготовки производится, как показано на рис. 74, б, причем возможны два варианта. При сравнительно малых радиусах угловых закруглений заготовку строят, как показано на нижней половине рис. 74, б.Если построение не получается, т. е. не удается подобрать радиусы Ra и Rb , которые должны сопрягаться : дугой радиуса Rx и с боковыми линиями контура заготовки, построение выполняют по верхней половине рис. 74, б.
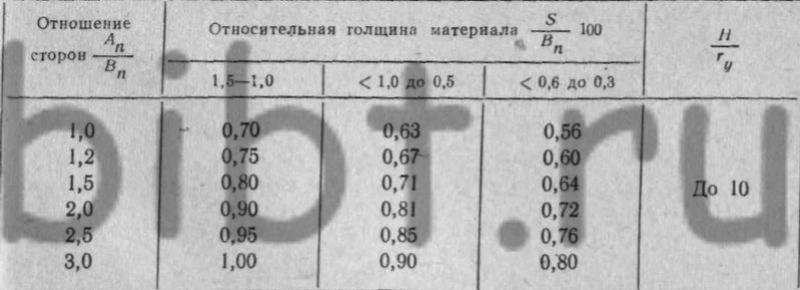
Предельные отношения H/B в зависимости от отношений An/Bn и S/Bn, при которых возможна вытяжка прямоугольных деталей за одну операцию, приведены в табл. 56. Если хотя бы одно из указанных соотношений не удовлетворяет величинам, приведенным в табл. 56, вытяжка будет многооперационной.
56. Предельные отношения H/Bn при вытяжке за одну операцию