
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
8. Штампы совмещенного действия для вытяжки и обрезки деталей по высоте на закруглении матрицы. Штампы совмещенного действия.
Для изготовления полых деталей из листовых материалов применяются вытяжные штампы совмещенного действия с одновременной вырубкой заготовки. Эта опера ция производится за один ход пресса в штампах двух конструкций, принципиально отличающихся одна от другой.
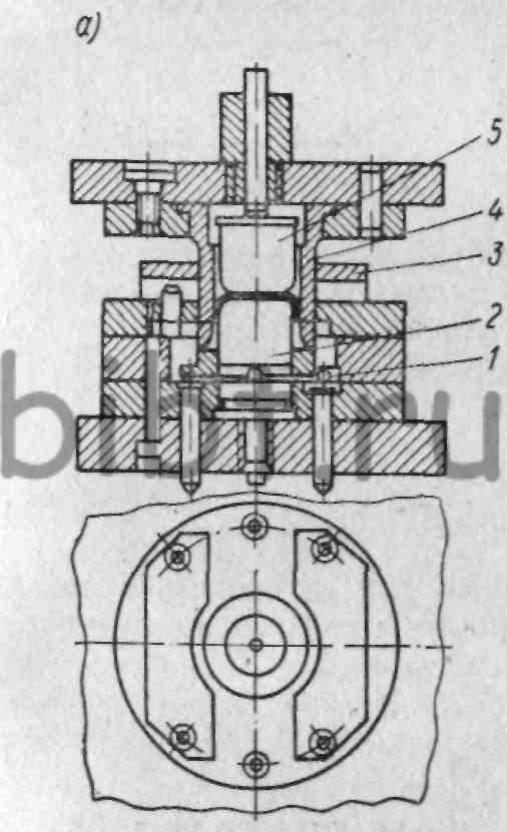
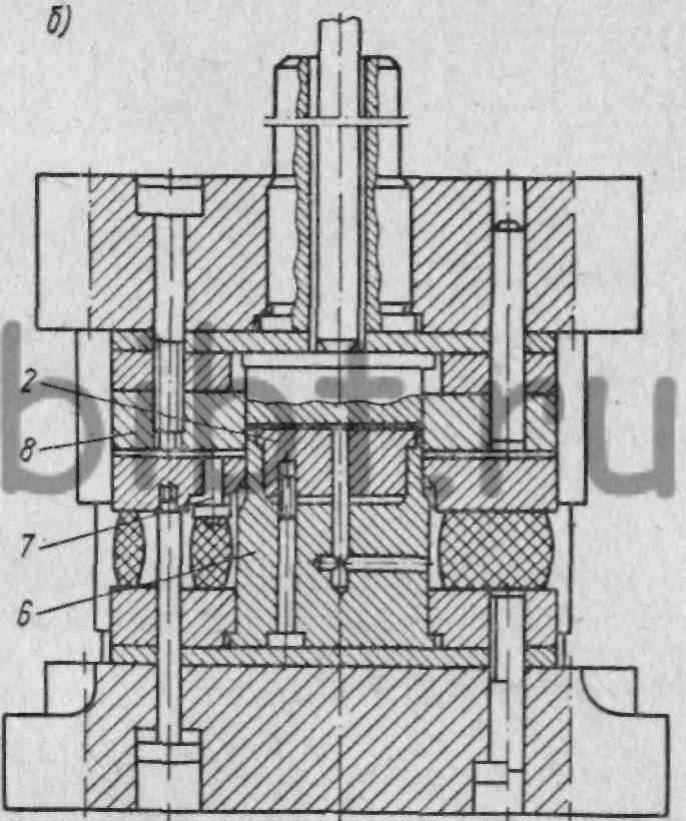
Рис. 79. Штампы совмещенного действия: а — для вырезки заготовок и вытяжки детали; б — для изготовления низких полых деталей;
1 - прижим; 2 — вытяжной пуансон: 3 — съемник; 4 — пуансон-матрица; 5 - верхний выталкиватель; в — вырубной пуансон: 7 — утопающий упор; 8 — вытяжная матрица
На рис. 79, а, показан штамп, в котором процесс изготовления детали осуществляется в два этапа: вначале из полосы вырубается заготовка диаметром Dз; а при Дальнейшем ходе ползуна пресса вниз происходит вытяжка детали. Готовая деталь выталкивается из матрицы верхним выталкивателем. Прижим заготовки в момент вытяжки и съем детали с пуансона производятся с помощью нижнего буфера (на чертеже не показан) прижимом. Эта конструкция непригодна для изготовления низких полых деталей, где вследствие небольшой разности между диаметром вырезаемой заготовки (Dз) и диаметром вытягиваемой детали d пуансон-матрица получается тонкостенной и непрочной.
Штамп, показанный на рис. 79, б, предназначен для изготовления низких полых деталей. Полоса или лента фиксируется в требуемом положении на штампе по утопающим упорам.
При ходе ползуна
вниз вначале происходит вытяжка детали пуансоном, а затем отделение
от полосы при помощи вырубного пуансона. Последний отрезает готовую
деталь от полосы на закруглении вытяжной матрицы. Ширина ленты
определяется исходя из размеров так называемой условной заготовки
диаметром D'з,
который подсчитываем в зависимости от формы условной заготовки (рис.
80), имеющей фланец с диаметром D1=D+3(Rм+0,5S),
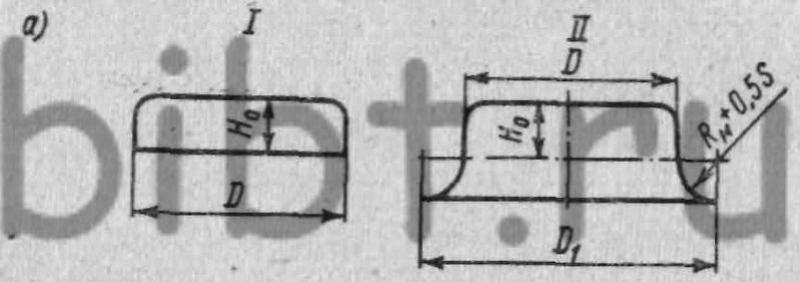
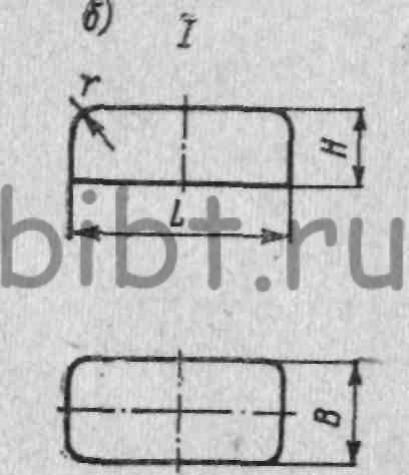
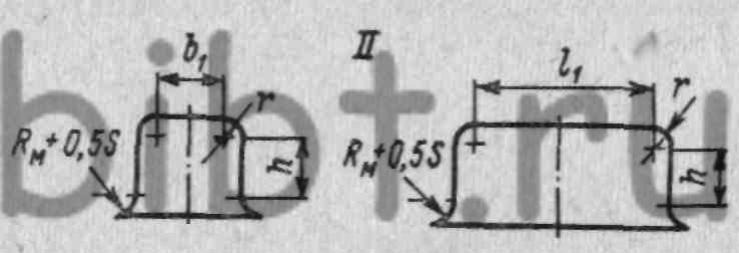
Рис. 80. Схема распределения размеров развертки: а — для круглых деталей; б — для прямоугольных деталей; I — деталь; II - условная заготовка
Диаметр условной заготовки D'з=Dз+π(Rм+0,5S), (163)
где Dз - диаметр плоской заготовки, требующийся для изготовления заданной детали; Rм — радиус закругления вытяжной матрицы; S — толщина штампуемого материала.
Ширина полосы или ленты Bn=D'з+Δn, (164)
где Δn — допуск на разрезку полос. Значения Δn
принимаются по табл. 59. Шаг подачи полосы Т определяется по формуле ![]() (165) (принятые обозначения см. на рис. 81).
(165) (принятые обозначения см. на рис. 81).
Возможность совмещенной вытяжки детали с обрезкой на радиусе матрицы следует проверить по допустимому коэффициенту вытяжки, исходя из величины условной заготовки (D'з), т. е. m=D/D'з=>mдоп.
где D и D'з— диаметры соответственно вытягиваемой детали и условной заготовки в мм; mдоп—допустимый коэффициент вытяжки.
Форма заготовки и ширина полосы при вытяжке с обрезкой на радиусе матрицы деталей прямоугольной формы определяются так же, как и для круглых деталей. При выборе раскроя деталь необходимо располагать большей стороной вдоль полосы с тем, чтобы утяжка материала между деталями, которая происходит в момент вытяжки, происходила по короткой стороне детали (рис. 82). Размеры развертки определяются также исходя из условной формы заготовки.
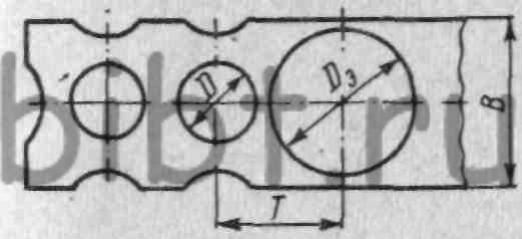
Рис. 81. Схема определения шага полосы
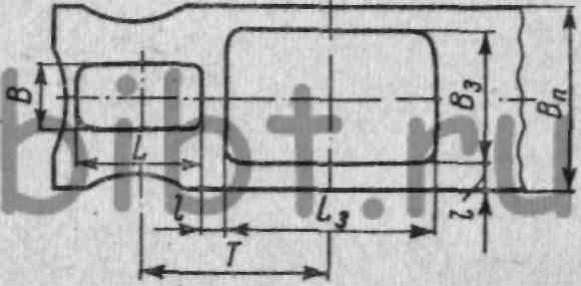
Рис. 82. Форма раскроя полосы
Расчеты производятся по следующим формулам:
ширина развертки Bз=b1+2h+πr; (166)
длина развертки Lз=l1+2h+πr; (167)
ширина условной заготовки B'з=Bз +2l; (168)
длина условной заготовки L'з=Lз+2l,
где l=π/2(Rм+0,5S); (169)
ширина полосы Bn=B'з+Δn; (170)
шаг подачи T=(Ls+L)/2 +l. (171)
Все расчеты размеров заготовки производятся по средней линии.
Форма раскроя полосы показана на рис. 82, Штампы для вытяжки с обрезкой на закруглении матрицы применяются при изготовлении деталей из материалов толщиной не более 1 мм.