| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
9. Зазоры между матрицей и пуансоном при вытяжке.
При недостаточном зазоре между матрицей и пуансоном увеличиваются усилие вытяжки и напряжения в металле. При чрезмерно большом зазоре на детали могут появиться складки, а форма ее искажается.
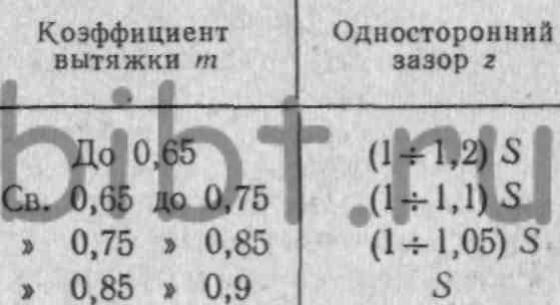
Зазор между матрицей и пуансоном при вытяжке круглых деталей без утонения материала зависит от принятого коэффициента вытяжки.
Рекомендуемые значения односторонних зазоров между матрицей и пуансоном при вытяжке круглых деталей приведены в табл 64.
Величину зазора при вытяжке прямоугольных деталей назначают меньше на прямых участках и больше на углах.
64. Зазоры при вытяжке круглых деталей