
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
10. Расчет исполнительных размеров пуансонов и матриц вытяжных штампов. Схема назначения исполнительных размеров пуансонов и матриц штампов.
Допуски, заданные на соответствующие размеры вытягиваемой детали, учитывают лишь на последней (калибровочной) операции, а зазоры между матрицей и пуансоном образуют при калибровке наружного размера детали за счет уменьшения размера пуансона, а при калибровке внутреннего размера детали за счет увеличения размера матрицы. На остальных операциях направление зазора может быть произвольным.
Исполнительные размеры пуансонов и матриц на последней операции подсчитывают по формулам:
при допусках на
наружный размер детали (рис. 83, а) ![]() (172)
(172) ![]() (173)
(173)
при допусках на внутренний размер детали (рис. 83, б)
![]() (174)
(174)
![]() (175)
(175)
где Lм и Ln— исполнительные размеры матрицы и пуансона; L, l — наружный и внутренний номинальные размеры детали; Δ - допуск на соответствующий размер детали; z — односторонний зазор между матрицей и пуансоном (все размеры даны в мм);
δм,δn— допуски на изготовление матрицы и пуансона (2-й класс точности — при допусках на готовые детали по 4 и 5-му классам и 3-й класс точности — при допусках на готовые детали по 7—9-му классам).
При вытяжке деталей со сложным контуром допуск на изготовление назначают только на одну рабочую деталь штампа (пуансон или матрицу), а вторую деталь пригоняют с требуемым зазором.
Радиусы угловых участков пуансона и матрицы Rn и Rм штампов для вытяжки деталей прямоугольной формы:
Rn=Rд; (176)
Rм=Rn+2zпр - zугл, (177)
где Rд - внутренний радиус сопряжения боковых стенок детали в мм; zпр, zугл- зазоры между матрицей и пуансоном на прямых и угловых участках.
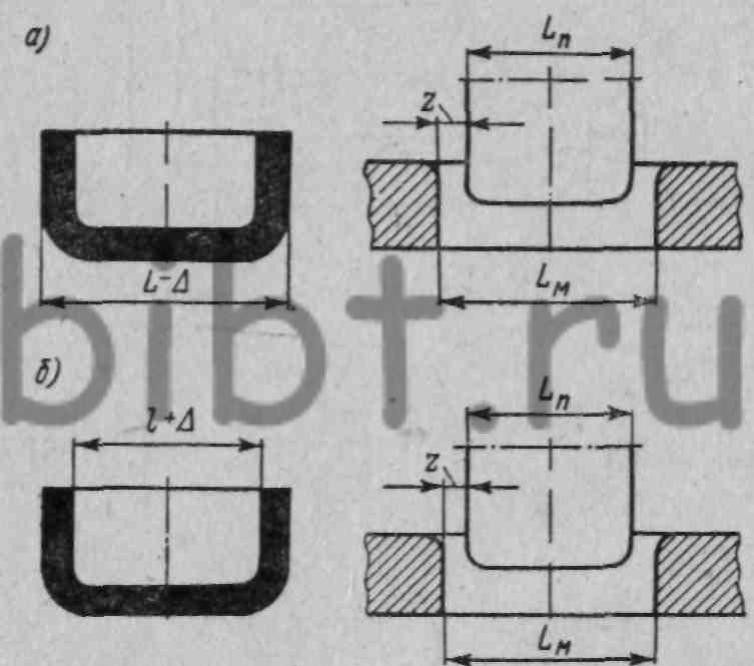
Рис. 83. Схема назначения исполнительных размеров пуансонов и матриц