
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
11. Конструктивные элементы рабочих деталей вытяжных штампов. Параметры рабочих деталей штампов.
Рекомендуемые геометрические формы рабочих деталей вытяжных штампов показаны в табл. 65.
65. Параметры рабочих деталей штампов
Эскиз формы матриц и пуансонов |
Применяемость в штампах |
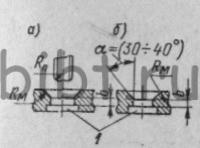
1 — острая кромка |
Для первой и последующих операций вытяжки без прижима, при работе на провал: а — с радиусом закругления ребра матрицы; б — с входным конусом |
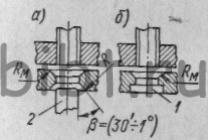
1 — острая кромка; 2 — выталкиватель |
Для первой операции вытяжки на прессах двойного действия: а — с нижним выталкивателем; б — при работе на провал |
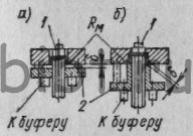
1 — выталкиватель; 2 — прижим |
Для вытяжки на прессах простого действия с буферным устройством: а — для первой операции; б — для последующих операций |
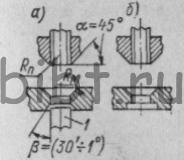
1 — выталкиватель |
Для последующих операций вытяжки на прессах двойного действия: а — с нижним выталкивателем; б — при работе на провал |
При однооперационной вытяжке круглых деталей радиус закругления пуансона равен радиусу детали, т. е. Rп=Rд. Радиус закругления матрицы Rм (в мм) при нимают равным для деталей из малоуглеродистой стали: (6-:-10)S, для деталей из латуни и алюминия (5-:-8)S.
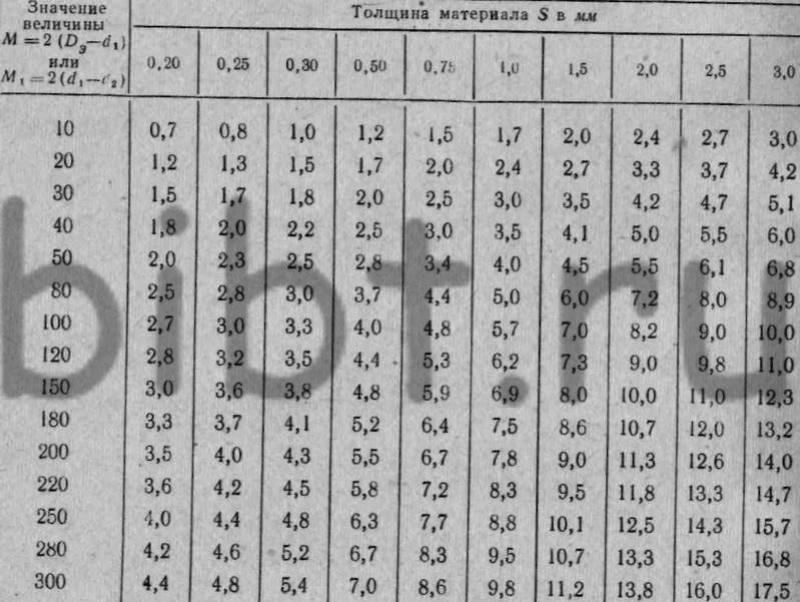
Радиус закругления матрицы для круглых деталей Rм для вытяжки за несколько переходов принимают в зависимости от толщины материала и удвоенной величины разности диаметров заготовки и первой вытяжки: M = 2(Dз-d1) или M1 = 2(d1-d2)
Для второй и последующих вытяжек радиусы выбирают из табл. 66. Радиус закругления пуансона Rп в этом случае назначают для всех операций (кроме последней) по возможности равным радиусу закругления матрицы Rм, а для последней операции — по внутреннему радиусу детали. Радиусы закругления матрицы и пуансона при вытяжке прямоугольных деталей принимают такими же, как и для вытяжки цилиндрической детали.
В табл. 66 приведены величины радиусов закругления матрицы для 2-й и последующих операций вытяжки круглых деталей без утонения материала.
66. Радиусы
закругления матрицы при вытяжке круглых деталей без утонения для
второй и последующей операций в мм
Для вытяжки деталей из титановых сплавов радиусы закруглений матрицы принимают: для 1-й операции вытяжки соответственно без нагрева Rм1=(6-:-8)S и с нагревом Rм1=(8-:-10)S; для последующих операций вытяжки без нагрева и с нагревом: Rм2=(0,6-:-1,0)Rм1
Радиусы закругления матрицы и пуансона Rм и Rп при вытяжке деталей с утонением рекомендуется определять по табл. 67.
67. Радиусы пуансона и матрицы для деталей с утонением

Существенное влияние на процесс вытяжки оказывает высота цилиндрического пояска матрицы (см. табл. 65). Высокий поясок способствует налипанию металла, что приводит к быстрому износу матрицы, а низкий — перекосу детали. Нормальная высота пояска b = (5 -:- 10)S. Большее значение следует принимать для вытяжки деталей из тонких материалов.