
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
12. Расчет усилий вытяжки и прижима. Схема для подсчета усилий прижима штампа.
Усилие вытяжки
круглых деталей без утонения стенок и с утонением определяют
соответственно по следующим формулам: ![]() (178)
(178)
![]() (179)
(179)
где Р — усилие вытяжки в кГ; d — диаметр детали по средней линии в мм (для многооперационной вытяжки диаметр детали, получаемый на данной операции);σв— предел прочности при растяжении в кГ/мм2; k — поправочный коэффициент, зависящий от коэффициента вытяжки; i — величина утонения стенки детали после вытяжки в мм (i = S - S1, где S и S1 — толщина материала до утонения и после утонения на данной операции); σут— сопротивление деформации при утонении, равное для латуни (1, 6— 1, 8)σв и для стали (1, 8-2, 25)σв.
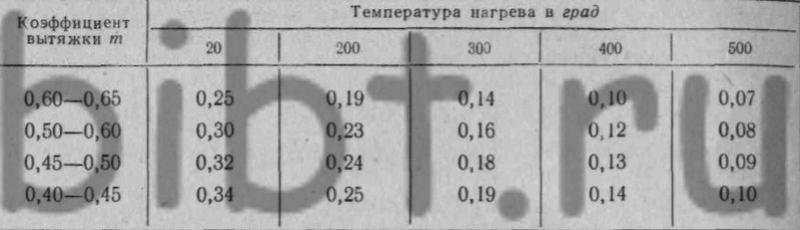
В табл. 68 приведены значения коэффициента k в зависимости от коэффициента вытяжки m.
68. Значения поправочного коэффициента в зависимости от коэффициента вытяжки

Усилие вытяжки
прямоугольных деталей вычисляют по формуле (178), но вместо d
подставляют приведенный диаметр dу. ![]() (180)
(180)
Усилие прижима Q = Fq, где F — площадь части заготовки, зажатой между матрицей и прижимом, в мм2; q — давление прижима в кГ/мм2. В табл. 69 приведены значения q для различных материалов.
Для вытяжки деталей из титановых сплавов усилие прижима (в кГ) Q=qFc, (181)
где с — коэффициент, учитывающий толщину материала (остальные обозначения см. выше).
В табл. 70 приведены значения q (кГ/мм2) при вытяжке деталей из титановых сплавов, значения коэффициента с — в табл. 71,
69. Давление прижима (q) для различных материалов
| Материалы | q в кГ/мм2 |
| Сталь малоуглеродистая, S < 0, 5 мм |
0,25—0,30 |
| Сталь малоуглеродистая, S > 0, 5 мм |
0,20—0,25 |
| Сталь 30ХГСА |
0,25—0,30 |
| Нержавеющие
высоколегированные, |
0,30—0,45 |
| Медь |
0,10-0,15 |
| Латунь |
0,15-0,20 |
| Алюминий |
0,08—0,12 |
| Дюралюминий отожженный |
0,12-0,18 |
| Бронза вальцовочная |
0,20-0,25 |
| Жесть белая |
0,25-0,30 |
70. Давление прижима при вытяжке титановых сплавов
Примечание. Для сплава ВТ5 данные следует увеличить на 30 — 40%.
71. Значения коэффициента с

Площадь прижима для вытяжки деталей круглого сечения определяют по формулам: для первой вытяжки из плоской заготовки
![]() (182)
(182)
для последующих
вытяжек из пустотелых заготовок ![]() (183)
(183)
где F1 и Fn — площади прижима при первой и последующих вытяжках в мм2; dn-1 и
dn — диаметры штампуемой детали при предпоследней и последней операциях в мм (остальные обозначения см. рис. 84).
В случае вытяжки с прижимом на прессе простого действия суммарное усилие для вытяжки ρ=P+Q, где ρ - суммарное усилие, необходимое для вытяжки, в кГ; Р — усилие вытяжки (в кГ), определяемое по формулам (178)—(180); Q — усилие прижима (определение см. выше).
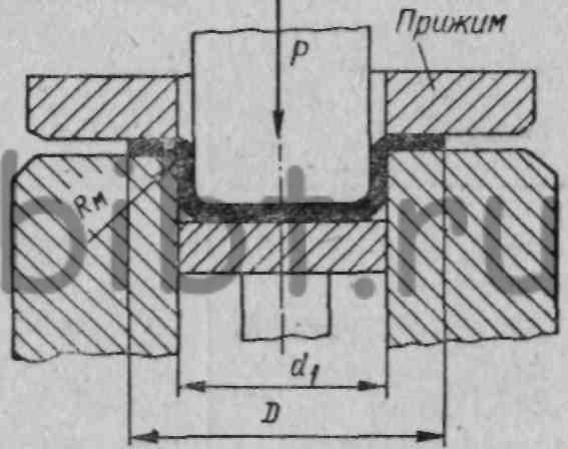
Рис. 84. Схема для подсчета усилий прижима