
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
3. Шаговые ножи и ножи для разрезки отходов в штампах. Конструктивные формы шаговых ножей. Пример конструкции штампа совмещенного действия с шаговым ножом.
Шаговые ножи применяют в основном в штампах последовательного действия для обеспечения точной подачи полосы и повышения производительности. Их рекомендуется применять в многопереходных штампах; при небольшом шаге, когда нет возможности установить постоянные или временные упоры; при необходимости обрезки одной или двух сторон полосы для получения детали.
В зависимости от конфигурации детали и требуемой точности подачи в штампе могут быть установлены один или два ножа. Наиболее распространенные конструктивные формы шаговых ножей показаны на рис. 107: а — наиболее простая в изготовлении форма; ее недостаток — образование «усиков» при затуплении ножа; б — более сложная форма, образование «усиков» исключено; в и г — формы, не требующие дополнительного припуска для обрезки кромки шаговым ножом.
Применение шаговых ножей обычно связано с дополнительным расходом материала, что особенно ощутимо при штамповке мелких деталей. Такого расхода можно избежать, применяя ножи по рис. 107, в, г или располагая шаговый нож, как показано на рис. 108, с использованием на предварительных переходах и бокового прижима полосы.
При проектировании штампов с таким расположением шагового ножа его режущая кромка должна быть смещена относительно рабочей плоскости последнего предварительного упора на величину а1, равную 1—3 мм. Боковое смещение шагового ножа следует выбирать таким, чтобы по возможности избежать острых выступов на отходе, могущих поранить руки рабочего.
Шаговые ножи можно применять также в штампах совмещенного действия (рис. 109) для увеличения производительности. Схемы расположения ножей и пуансонов в зависимости от формы штампуемых деталей, а также расчетные формулы приведены в табл. 81.
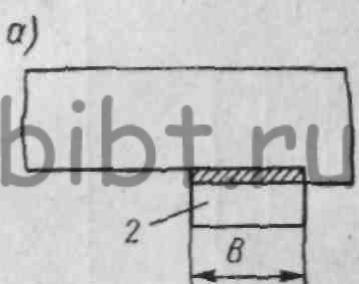
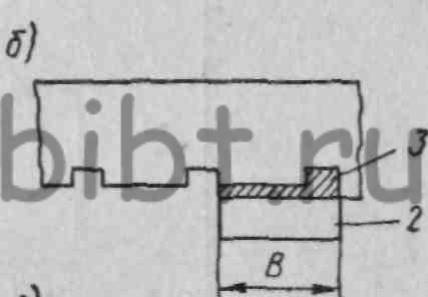
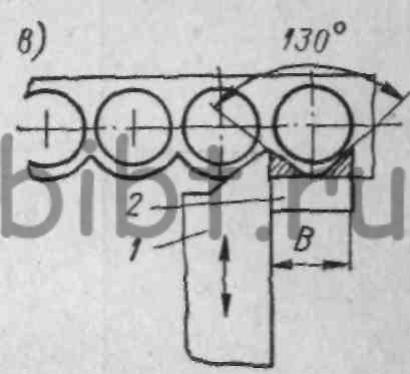
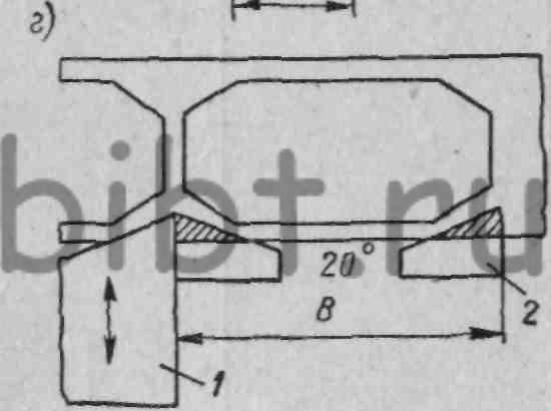
Рис. 107. Конструктивные формы шаговых ножей:
1 — подвижный упор; 2— шаговый нож; 3—выступ для предотвращения образования усика на ленте (или полосе)
81. Расположение шаговых ножей
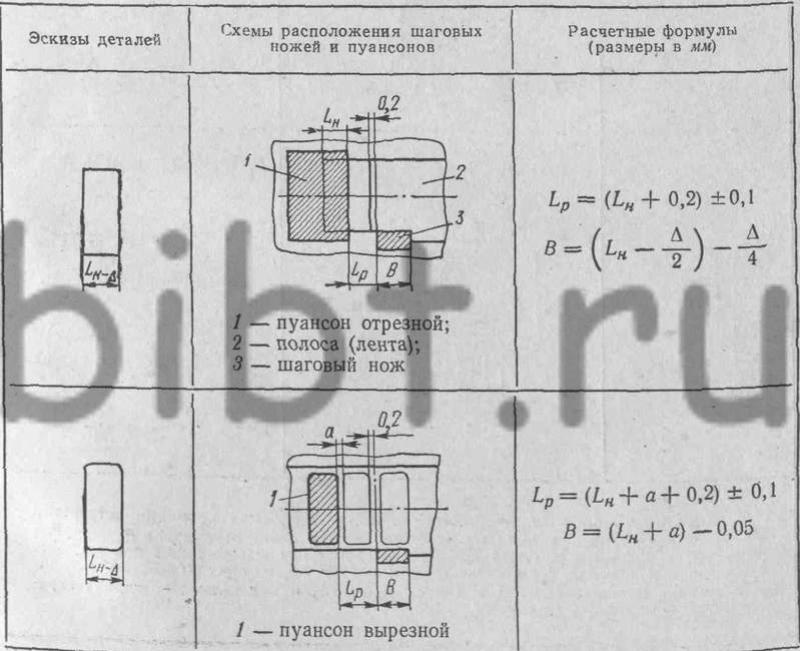
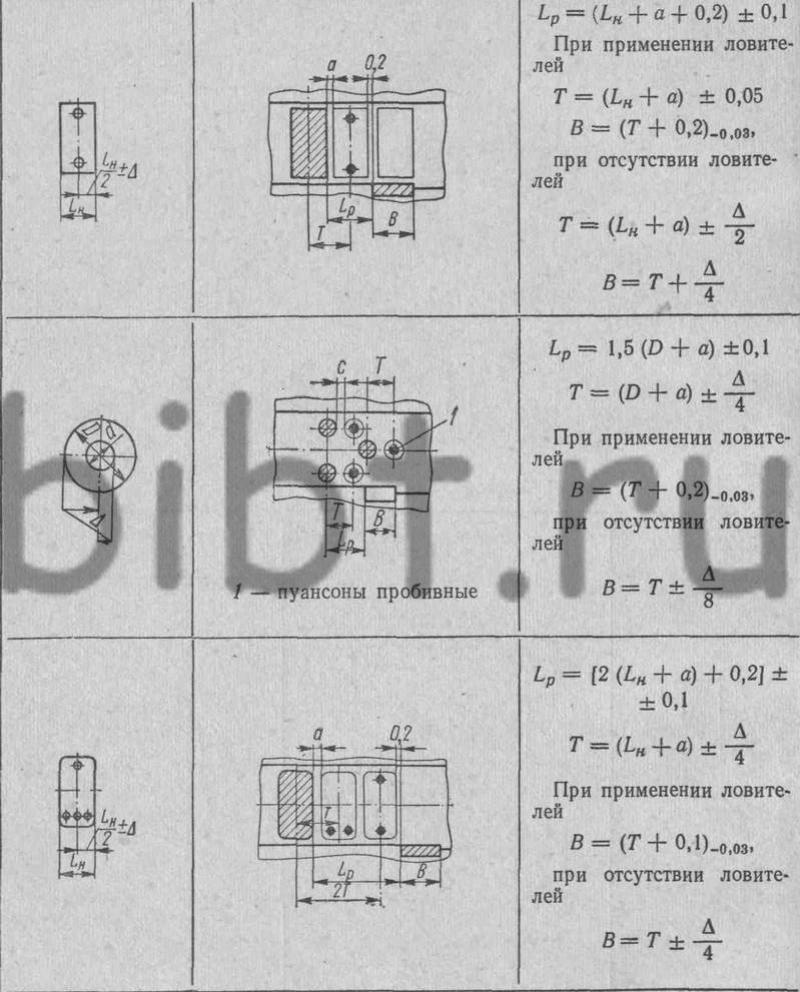
Примечание. Lр — расстояние между режущими кромками отверстий в матрице под пуансон и шаговый нож или между осями отверстий в матрице под вырубные пуансоны и режущей кромкой отверстия под шаговый нож при вырубке симметричных деталей; Lн — номинальный размер по чертежу штампуемой детали; В — ширина шагового ножа; Δ — допуск на штампуемую деталь; а - ширина перемычки; Т — шаг между деталями
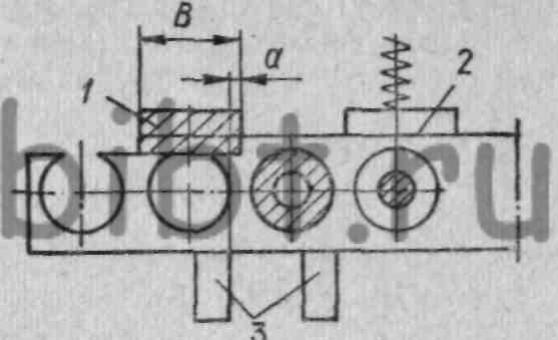
Рис. 108. Расположение шагового ножа в отходе металла:
1 - нож шаговый; 2— боковой прижим полосы; 3 - временные
упоры
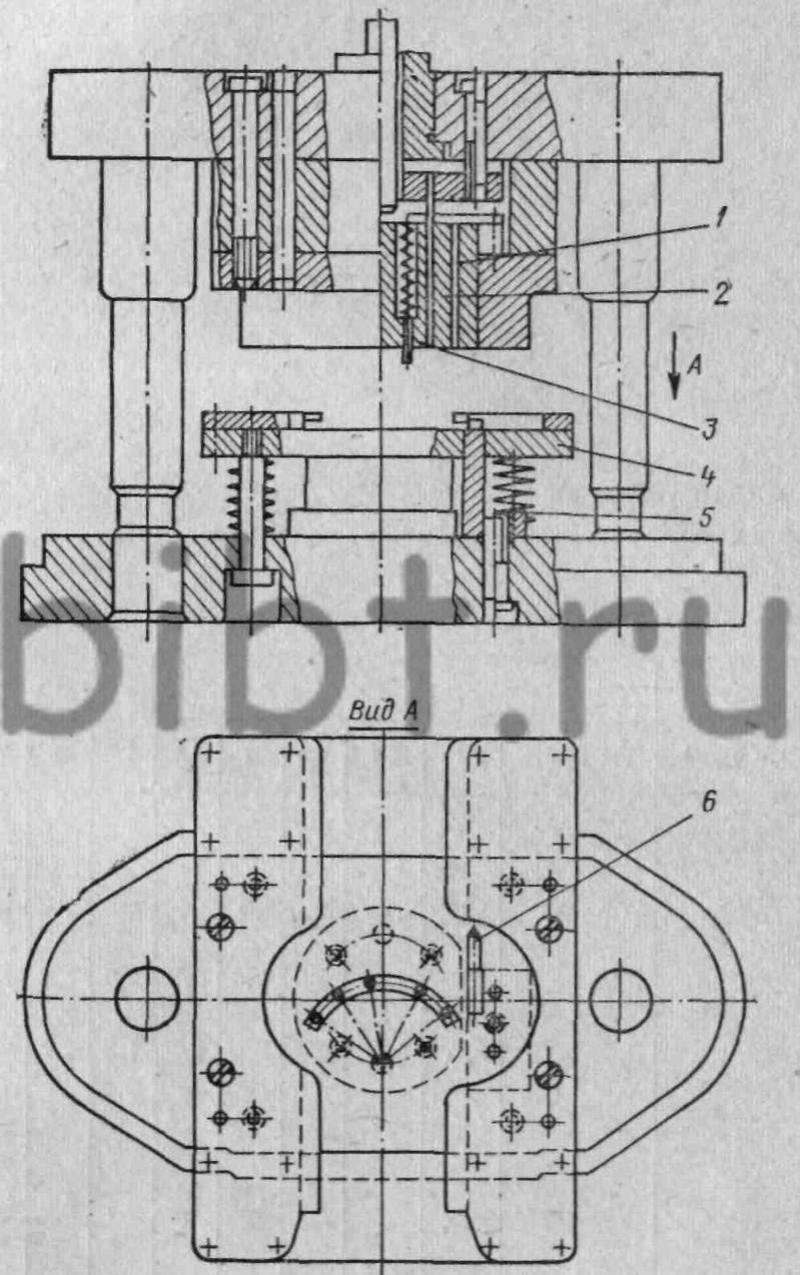
Рис. 109. Пример конструкции штампа совмещенного действия с шаговым ножом:
1—выталкиватель отхода;
2—выталкиватель детали;
3—отлипатель;
4 — съемник;
5 — нож;
6 — упор ножевой
Ножи прямоугольной или круглой формы применяют вместо съемника для разрезки отходов в обрезных штампах (рис. 110). Ножи устанавливают спереди и сзади вплотную к пуансону, ниже уровня его режущей кромки на (3-: -4) S.
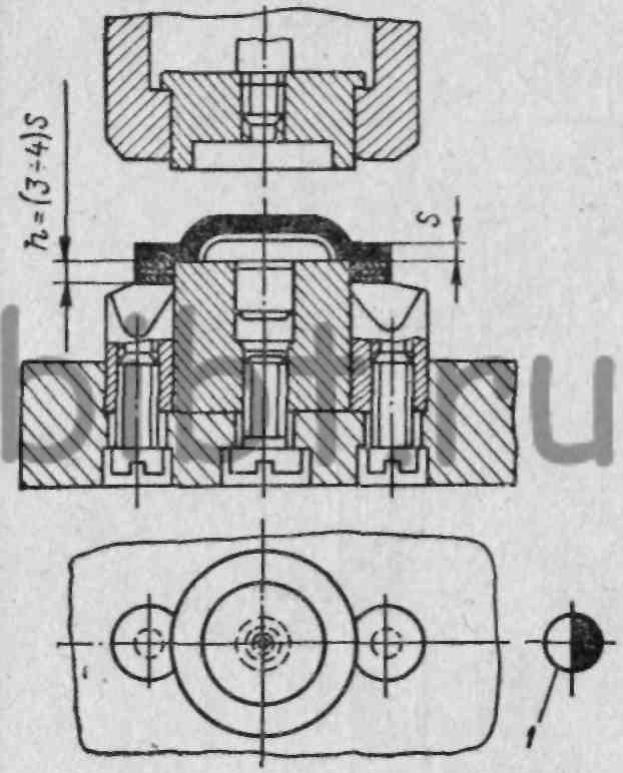
Рис. 110. Нож для резки отходов и схема его установки: 1 —рабочее место штамповщика