
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Автоматизированное производство фирмы «Cincinnaty» (Англия).
Производство предназначено для обработки различных модификаций корпусов автоматических коробок передач автомобилей. Масса обрабатываемых заготовок составляет 10-70 кг, размеры партий-200-1000 штук.
Для компоновки производства (см. рис. 6.3) использованы пять многооперационных станков 4 с горизонтальной осью шпинделя для обработки заготовок с четырех боковых сторон и один станок 5 с вертикальной осью шпинделя для обработки отверстий в верхней плоскости заготовок. Группа станков связана кольцевым транспортером-рольгангом с входной и выходной продольными ветвями, а также с поперечными ответвлениями к станкам.
Длина поперечных ответвлений обеспечивает накопление некоторого запаса заготовок перед каждым станком. На всех разветвлениях установлены поворотные столы-рольганги с датчиками 1 и 2, Поворот стола на продольное перемещение разрешается только после воздействия на датчик 2 движущегося спутника с заготовкой. Если поперечная ветвь рольганга занята заготовками, то датчик 1 не разрешает поворот стола для поперечного движения.
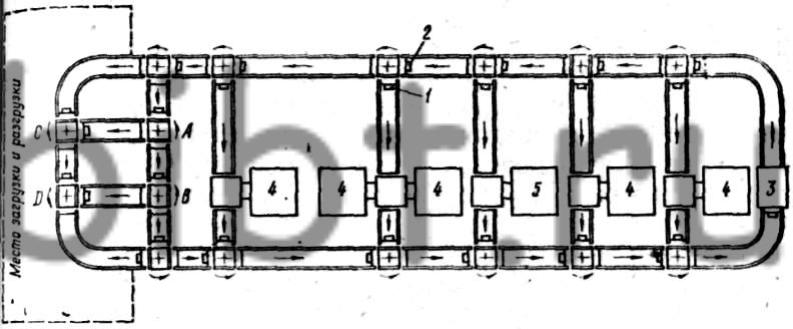
Рис. 6.3. ГАП фирмы «Cincinnaty»:
1 и 2- датчики положения поворотных столов; 3 - моечная машина; 4 - станок с горизонтальным шпинделем; 5 - станок с вертикальным шпинделем.
Заготовки перемещаются по рольгангам и устанавливаются на станках для обработки на индивидуальных плитах-спутниках. Каждый спутник имеет несколько адресов, указывающих, к каким станкам и в каком порядке должна быть подана заготовка (маршрут обработки). Загрузка заготовок на спутники и установки адресов производятся на позициях А и В. Затем заготовки направляются по продольной входной ветви рольганга до моечной машины 3 и только после промывки поступают на тот или иной станок. Обработанная на данном станке заготовка может поступить на следующий станок также только после прохождения моечной машины. Готовые детали после моечной машины поступают по выходной продольной ветви рольганга на позиции С и D, где они снимаются со спутников.