
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Приспособления для сверлильных и расточных станков с ЧПУ.
На сверлильных станках с ЧПУ обычно применяют несложные приспособления с базированием деталей по трем взаимно перпендикулярным плоскостям. В простейшем случае (рис. 4.15) базирование детали 1 осуществляется на плоскость стола и по двум закрепленным на столе станка планкам 2. В конус шпинделя станка устанавливается оправка 3 диаметром D. Относительно этой оправки при настройке выверяют положение стола (по планкам 2). Найденное (т.O1) таким образом положение оси шпинделя принимают за исходное. Отсчетная система станка позволяет определить координаты Х0 и Y0 этой начальной точки O1 от абсолютного нуля станка.
Перед выполнением программы обработки на декадных переключателях пульта управления отдельно по каждой координате набирают значения величины смещения нуля отсчета (координаты Х0 и Y0), которые автоматически вводятся в программу при считывании подготовительной функции смещения нуля. В результате при работе станка начало отсчета смещается в точку О1 с координатами Х0 и Y0. Так как размеры отверстий в детали обычно заданы от базовых плоскостей (исходная точка О, см. рис. 4.15), а за исходную в действительности принята точка O1 то координаты Х'1 и Y'1 оси первого обрабатываемого отверстия будут меньше заданных расстояний Х1 и Y1 на величину δ = D/2 — Δ, где D — диаметр основания оправки, а Δ —толщина щупа, используемого при настройке.
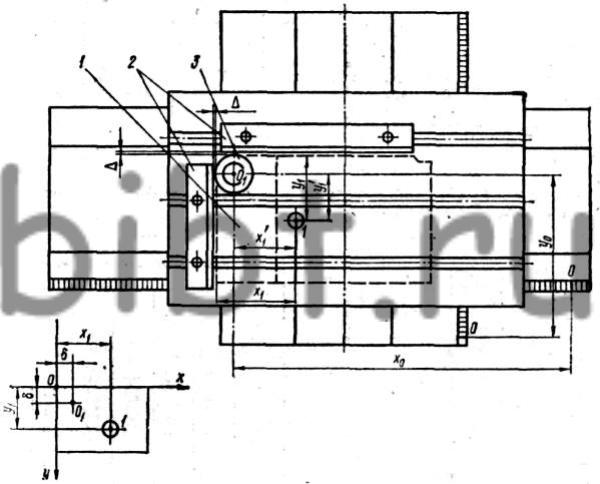
Рис. 4.15. Схема установки стола сверлильного станка в исходное положение.
Это отличие в координатах первого обрабатываемого по программе отверстия следует учесть введением коррекции по соответствующим осям на величину δ. При обработке следующих отверстий смещение нуля отсчета уже не сказывается, так как перемещение стола осуществляется в приращениях по координатам.
Обработка отверстий на сверлильных станках с ЧПУ производится без кондукторов, предварительной разметки и кернения отверстий. Однако для повышения точности расположения осей отверстий необходимо перед сверлением производить их центрование короткими спиральными сверлами с углом при вершине 90° или центровочными комбинированными сверлами диаметром 4—8 мм.
Для обработки отверстий в деталях типа крышек, фланцев, дисков и т. п. часто используются патроны, которые монтируются определенным образом. В приспособлении, показанном на рис. 4.16, два трехкулачковых самоцентрирующих патрона 2 повышенной точности закреплены с помощью переходных фланцев 4 на плите 3, Привод каждого патрона — индивидуальный от пневмоцилиндра 1 двустороннего действия. Шток-рейка 8 пневмоцилиндра, перемещаясь в направляющей втулке 7, приводит во вращение колесо-полумуфту 9, свободно сидящую на валу 6 и связанную с полумуфтой 10.
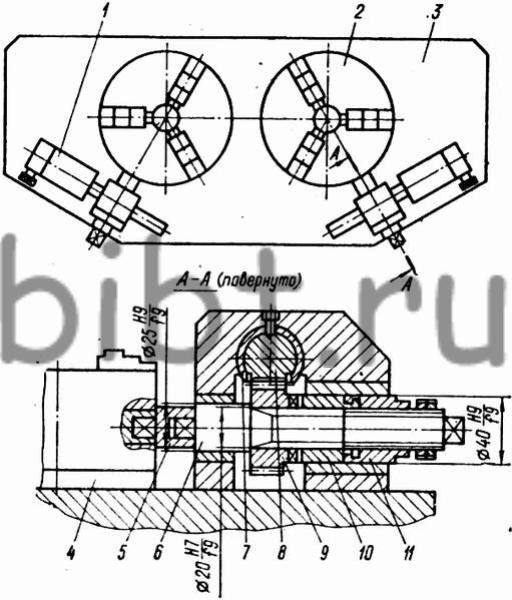
Рис. 4.16. Приспособление для обработки отверстий в деталях типа крышек, фланцев, дисков и др.
Вращение от последней через шлицевое соединение сообщается валу 6, который через переходную втулку 5 приводит в движение кулачки, зажимающие или освобождающие деталь в зависимости от направления движения штока-рейки. Для настройки приспособления на необходимый размер вращают съемной рукояткой втулку 11, которая при этом перемещается вдоль оси вала 6. Приспособление технологично и просто в обслуживании. В результате его применения производительность труда повышается примерно в 2 раза.