
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Изготовление форм и стержней. Литейная форма в сборе.
Процесс изготовления разовых песчано-глинистых форм называют (рис. 6) формовкой.
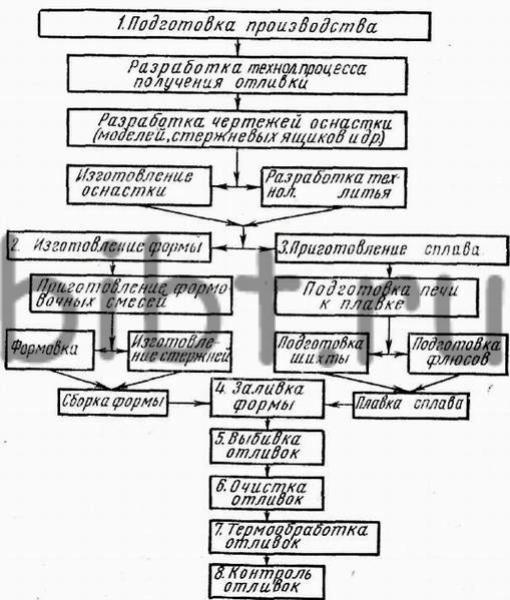
Рис. 6. Схема процесса получения отливок
Существует несколько способов формовки: ручная в почве или опоках, по модели или по шаблону и машинная в опоках по модели. Моделью называют приспособление, повторяющее очертания будущей отливки и служащее для получения в форме литейной полости.
Шаблоны - это профилированные доски, с помощью которых получают необходимую полость формы (см. рис. 7, а).
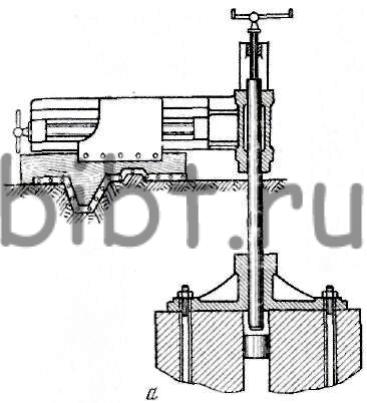
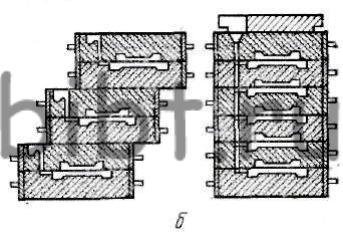
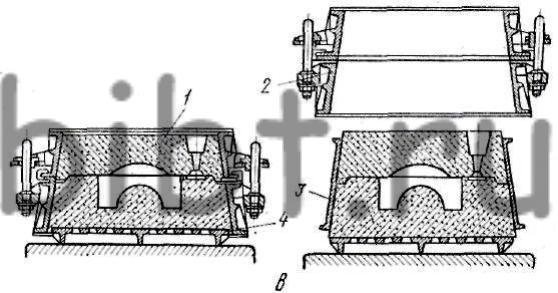
Рис. 7. Способы формовки: по шаблону (а), в съемных опоках (в) и стопочная заливка в опоках (б)
Изготовление литейной формы в земляном полу литейного цеха называют формовкой в почве. Для формовки в почве приготовляют основание - постель, которая должна иметь горизонтальную поверхность, хорошо отводит газы при заливке. Формовка в почве допустима для простых неответственных отливок, а в основном этим способом получают тяжелые (свыше 5000 кг) корпусные отливки (станины станков и т. д.). Очень крупные отливки формуют в кессонах (яма в формовочном плацу цеха со стенками и дном из железобетона и реже из кирпича). Когда нужно быстро отлить одну или несколько отливок больших размеров и сократить время и средства на изготовление моделей, формовку в почве производят по шаблонам (рис. 7, а).
Наиболее распространенным способом изготовления форм является формовка в опоках. В зависимости от конфигурации, сложности и размеров отливки существует несколько способов формовки в опоках: формовка в двух (см. рис. 4) и более опоках; по целой или разъемной модели, по модели с отъемными частями.
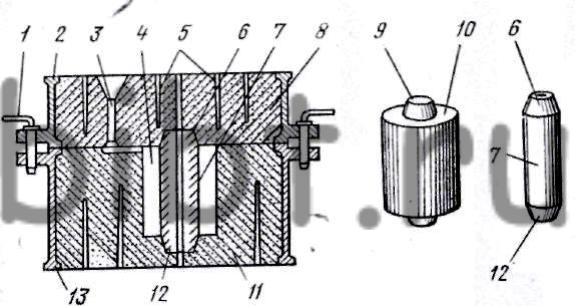
Рис. 4. Литейная форма в сборе
Формы для отливок небольших размеров изготовляют в опоках 2 (рис. 7, в), снимаемых после формовки. Перед заливкой на форму 1, находящуюся на подмодельной плите 4, чтобы она не разрушалась, надевают жакет 3.
В современных литейных цехах ручная формовка полностью заменена машинной формовкой, производимой в опоках по модельному комплекту, который устанавливают на столах формовочных машин. На формовочных машинах механизировано уплотнение смеси в опоке и извлечение модели из формы.
По способу уплотнения смеси формовочные машины делят на прессовые - с верхним прессованием (рис. 8, а), с нижним прессованием (рис. 8, б) и встряхивающие, пескометы (рис. 8, в). При изготовлении форм применяют также машины с комбинированными методами уплотнения (прессование под высоким давлением в сочетании с пескодувным или встряхивающим с амортизацией удара, вибропрессование) и автоматические формовочные линии.
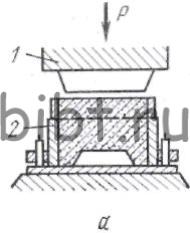
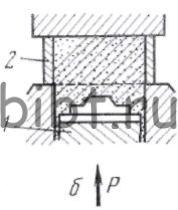
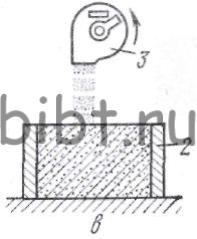
Рис. 8. Схема уплотнения формовочной смеси при верхнем (а), нижнем (б) прессовании и пескометом (в): 1 - прессующий пуансон, 2 - опока, 3 - головка пескомета