
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Стержни в литейной форме. Стержневой ящик.
Стержни, представляющие собой отдельно изготовленную часть литейной формы, предназначены для образования внутренних полостей. Во время заливки металла они находятся в более тяжелых условиях, чем литейная форма, так как в большинстве случаев почти вся их поверхность омывается расплавленным металлом. Стержни должны обладать высокой прочностью, газопроницаемостью, податливостью, а также противопригарной стойкостью. Эти свойства обеспечиваются правильной сушкой стержней, их армированием, устройством каналов для вентиляции, окраской.
Способ изготовления стержней зависит от типа производства. В мелкосерийном и единичном производстве сложные и большие стержни изготовляют вручную в деревянных стержневых ящиках, а в серийном и массовом производстве - на специальных машинах в металлических стержневых ящиках.
Стержневой ящик (рис. 9) представляет собой коробку 2, открытую с одной стороны. Внутренние поверхности боковых стенок ящика имеют уклон. К ним прилегают вставки 3, образующие поднутрения на боковой поверхности стержня 1. После набивки ящика стержневой смесью на него устанавливают сушильную плиту 4, затем ее вместе с ящиком поворачивают на 180°, ящик снимают, оставляя на плите стержень со вставками, а вставки отводят от стержня в стороны и вновь закладывают их в ящик.
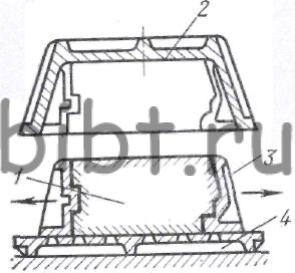
Рис. 9. Стержневой ящик
Стержни формуют на пескодувных и пескострельных машинах. Наряду с пескодувными и пескострельными машинами используют пескометы и встряхивающие машины, а также машины для изготовления стержней, твердеющих в холодной и горячей оснастке.
Технологический процесс изготовления стержней в горячей оснастке позволяет резко поднять производительность труда, полностью заменить формовку стержней с печной сушкой, отказаться от драйеров (сушильных плит) и каркасов.
Стержни в основном изготавливают пустотелыми с толщиной стенки 8-10 мм. Они легки, обладают высокой податливостью, что уменьшает образование горячих трещин в отливках.
Размерная точность стержней порядка 5-го, 7-го классов (ОСТ 1010 и ОСТ 1015).
Изготовление стержней по горячей оснастке производится на машинах с вертикальным или горизонтальным разъемами автоматически. Формовочным материалом служит песчано-смоляная смесь на основе карбамидно-фурановой смолы марки КФ-90 и КФ-40 в комплекте с катализатором ЛЕФ-А и ЛЕФ-Б. Время отвердевания стержней в нагреваемой оснастке 15-45 с при температуре 220-300° С.
Обогрев стержневой оснастки производят газовыми горелками, а в случае применения в оснастке больших деталей (болванок), оформляющих внутреннюю полость, используют комбинированный нагрев - газовый и электрический.