
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Инструмент литейщика на машине литья под давлением.
Облой
с плоскости разъема пресс-формы необходимо удалять специальной
линейкой (рис. 80, а). Для очистки плунжера от налипшего сплава
применяют специальную счищалку (рис. 80, б).
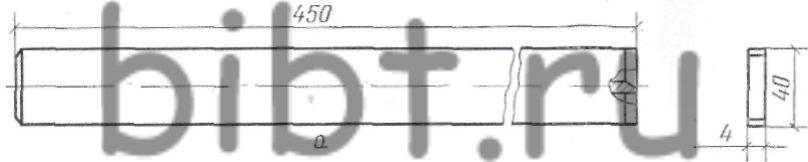
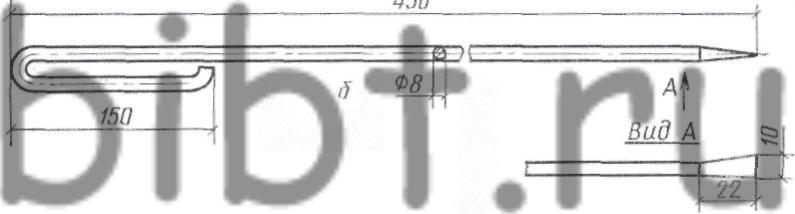
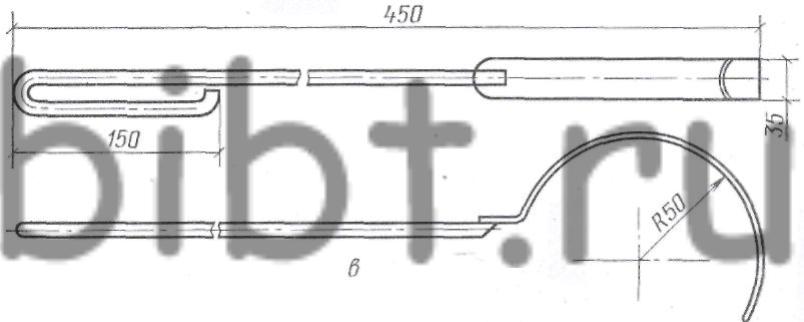
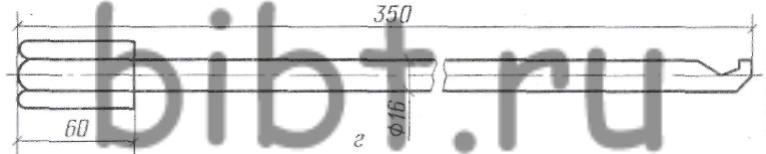
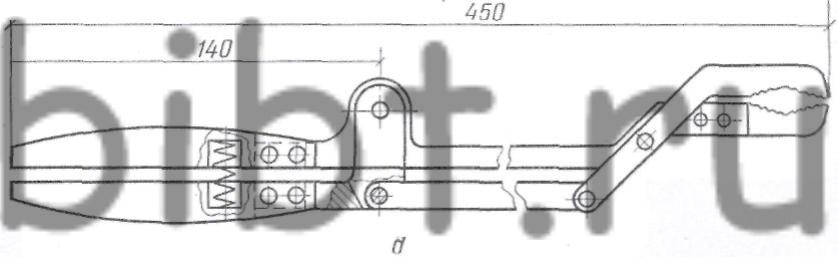
Рис. 80. Инструмент литейщика на машине литья под давлением
При попадании жидкости в камеру прессования категорически запрещается заливка расплава. Отливки из пресс-форм необходимо вынимать при помощи специального инструмента (рис. 80, д), смазку пресс-формы и камеры прессования производить при помощи пульверизатора или помазком на длинной ручке.
Нельзя допускать перегрева расплава, так как в этом случае возможен выброс его через вентиляционные каналы, а также соприкосновения с расплавом влажных предметов: ломика (рис. 80, г), ложки и др. В случае вытекания расплава из тигеля печи необходимо немедленно выключить печь, а вытекший расплав засыпать песком.
При загрузке чушек сплава в ванну печи необходимо опускать их плавно, не допуская разбрызгивания расплава. Чушки сплава надо хранить в сухом месте.
Не допускается выбивать литник из мундштука при открытой пресс-форме прессующим поршнем. Удаление остывшего литника можно производить только с помощью специального ломика (рис. 80, в, г).
После окончания работы литейщик должен выключить машину, печь, перекрыть воду для охлаждения и произвести уборку машины и рабочего места.
При техническом обслуживании осмотр пресс-формы и ее очистку в плоскости разъема от налипшего сплава производить при закрытом главном вентиле машины. При осмотре обратить внимание на плотность прилегания частей пресс-формы между собой (проверяется пластиной толщиной 0,05 мм), прочность ее крепления к плитам машины, правильность посадки прессующего плунжера в камере прессования. Запорные устройства машин должны гарантировать надежное запирание пресс-форм.
Категорически запрещается: производить смазку машины, подтягивание болтов или другой ремонт машины, не остановив ее. После проверки машины и пресс-формы необходимо произвести пробное литье в присутствии мастера.
Места, где происходит обрубка отливок, должны быть обеспечены защитными устройствами, чтобы отскакиваемые кусочки не попали в работающего рядом. Обрубные пресса должны быть снабжены двухкнопочным включением, чтобы обе руки рабочего в момент обрубки были заняты. Пространство между рабочим и прессом в момент обрубки должно быть перекрыто защитным экраном.
Литейщик должен знать и строго соблюдать правила безопасной работы. Эти правила записаны в инструкции, которая должна быть выдана каждому рабочему и вывешена на видном месте в цехе.
Контрольные вопросы
1. Из каких сплавов можно получать детали методом литья под давлением?
2. Какие плавильные печи применяются в цехах литья под давлением?
3. Как замеряется температура сплава и пресс-формы?
4. Каковы конструктивные особенности деталей, отливаемых литьем под давлением?
5. Чем обусловливается выбор литниковых систем и укажите их элементы?
6. Для чего смазывают поверхность пресс-формы?
7. Укажите основные технологические параметры процесса литья под давлением.
8. Какие вы знаете мероприятия по технике безопасности при литье под давлением?