
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Литье по выплавляемым моделям. Изготовление модели.
Особенностью литья по выплавляемым моделям является получение неразъемных литейных форм выплавлением, растворением или выжиганием из них модельного материала, состоящего обычно из легкоплавких компонентов: парафина, церезина, стеарина, буроугольного и торфяного восков и других веществ, которые плавятся при температуре 50-90° С.
Для изготовления модели расплавленный или пастообразный состав запрессовывают в металлическую разъемную пресс-форму, изготовляемую обычно из стали или алюминиевых сплавов, реже из гипса или пластмасс и имеющую полость, которая по конфигурации и размерам точно соответствует модели. После затвердевания модельного состава форму раскрывают и извлекают модель.
Таким образом изготовляют в одной пресс-форме и несколько моделей, соединенных моделями каналов литниковой системы. Затем отдельные модели 3 (звенья) надевают на металлический стояк 1 (рис. 12, а) центральными втулками литниковых каналов 2. Нижнюю часть стояка закрывают колпачком 4, который изготовляют из модельного состава и припаивают к литнику верхней модели (звена).
Сверху на металлический стояк устанавливают модель литниковой воронки. Собранный блок покрывают 3-4 раза тонким слоем огнеупорной обмазки, которая состоит из пылевидного кварца и связующего материала (гидролизованного этилсиликата, жидкого стекла).
После каждого покрытия модель для упрочнения посыпают сухим мелким кварцевым песком и просушивают на воздухе в течение 2-6 ч. Полученная таким образом оболочка имеет толщину 3-5 мм. После сушки из моделей извлекают металлический стояк, а легкоплавкие модели вытапливают из оболочковых форм. Для этого пользуются горячей водой, имеющей температуру около 90° С, или производят выплавление в расплаве модельного состава паром, горячим воздухом. В ряде случаев модели выжигают или растворяют.
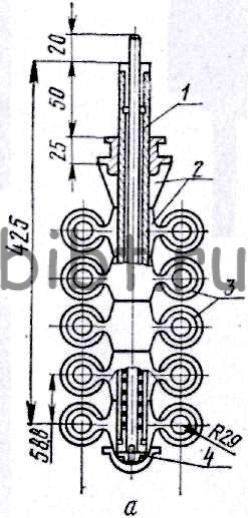
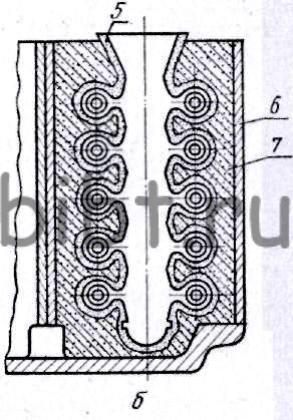
Рис. 12. Собранный блок выплавляемых моделей (а) и неразъемная форма (б)
Неразъемную форму 5 (рис. 12, б) устанавливают в опоку 6, засыпают песком 7 и помещают в электропечь для прокаливания при температуре 850-900° С. В печах выжигаются остатки модельной смеси, а форма после прокаливания еще немного упрочняется и приобретает необходимую прочность. Затем нагретую форму подают на заливку. После охлаждения отливки форму выбивают. От отливки отделяют литниковую систему, которая поступает на переплавку. Отливку очищают, зачищают, подвергают нормализованному отжигу и направляют на склад или в механические цехи.
Литье по выплавляемым моделям применяют для получения отливок, конфигурация которых при изготовлении их из сортового металла или поковок потребовала бы большой и сложной механической обработки. Этим способом изготовляют отливки с толщиной стенок от 0,5 до 10 мм, массой от 20 г до 100 кг.
Точность литья достигает 5-го и 7-го классов ОСТ 1010 и ОСТ 1015, а шероховатость поверхности 5-6-го классов ГОСТ 2789-73.
Наиболее экономично применение литья по выплавляемым моделям в серийном и массовом производстве мелких стальных отливок.