
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Литье в кокиль.
Кокилем называют металлическую разъемную форму, многократно используемую для получения отливок. Такую форму применяют для изготовления мелких и средних отливок из различных сплавов как простой, так и очень сложной формы с резкими переходами от тонких частей отливки к толстым.
Кокили подразделяют на разъемные (с вертикальной, горизонтальной и криволинейной плоскостью разъема) и неразъемные (вытряхные).
Кокиль с вертикальной плоскостью разъема (рис. 14, а) состоит из двух половин 5 и 6, в которых имеется литейная полость 2, литниковые каналы 9 и 10 с чашей 3 и выпором 4. Точное совпадение половин при сборке кокиля достигается применением центрирующих штырей 1 и втулок 7. Штыри 8 наружной поверхности способствуют лучшему охлаждению кокиля.
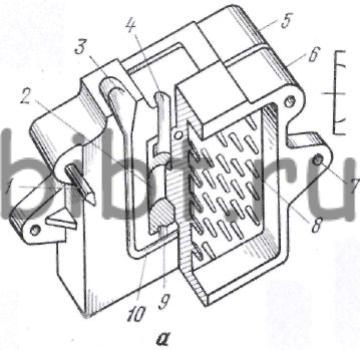
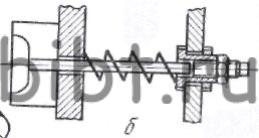
Рис. 14. Металлическая форма (а) и устройство толкателей (б)
Отливку извлекают из кокиля специальными толкателями, которые при раскрытии половин кокиля выходят из своих гнезд и выталкивают отливку (рис. 14, б).
Технологический процесс имеет такую последовательность:
нагретый до температуры 250-300° С кокиль покрывают огнеупорной краской;
в кокиль устанавливают стержни;
соединяют и скрепляют половинки формы;
заливают в кокиль жидкий металл из ковша;
выдерживают металл до начала кристаллизации и остывания отливки;
раскрывают кокиль и извлекают из него отливку;
охлаждают кокиль и подготавливают для следующей заливки.
Для повышения производительности и уменьшения трудоемкости ручных работ кокили устанавливают на специальных станках,
на которых все операции сборки кокиля, кроме установки стержней, механизированы.
Стойкость кокилей зависит от температуры заливаемого металла и от массы получаемых отливок. Точность отливки при литье в кокиль соответствует 5-9-му классам, а шероховатость поверхности 4-6-му классам. Припуск на механическую обработку колеблется в пределах 0,5-2 мм.
Преимуществами кокильного литья являются возможность многократно использовать форму, высокая механическая прочность отливок, незначительные припуски на механическую обработку, экономия металла. К недостаткам следует отнести высокую стоимость кокилей, сложность получения тонкостенных отливок, поэтому литье в кокиль целесообразно применять в условиях массового и крупносерийного производств.