
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Литье под давлением.
Сущность этого способа заключается в том, что расплав металла подается в стальную разъемную пресс-форму под давлением. Рабочее давление на расплав осуществляется непосредственно сжатым воздухом (газом) или поршнем, который перемещается под действием сжатого воздуха (газа), эмульсии или масла. Давление может достигать нескольких сот атмосфер, что обеспечивает хорошую заполняемость пресс-формы и получение отливок 3-5-го классов точности и с шероховатостью поверхности, соответствующей 5-8-му классам. При этом обеспечивается большая производительность.
Литье под давлением ведут на компрессорных и прошневых машинах. Поршневые машины выполнены с вертикальной и горизонтальной камерами прессования. Камеры могут быть холодными и горячими.
Схема литья под давлением на машине с вертикальной камерой (рис. 15, а) следующая. Расплав 2 заливают мерной ложкой в камеру прессования 3. Верхний поршень 1, опускаясь, оказывает большое давление на порцию расплава, который передает давление на нижний поршень 8. Поршень, передвигаясь, открывает литниковый канал 11, через который расплав заполняет полость пресс-формы.
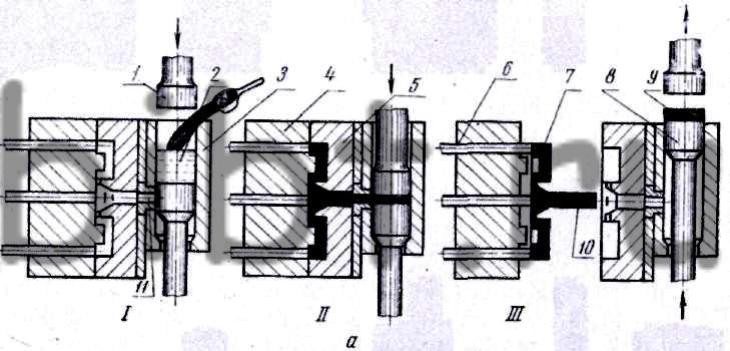
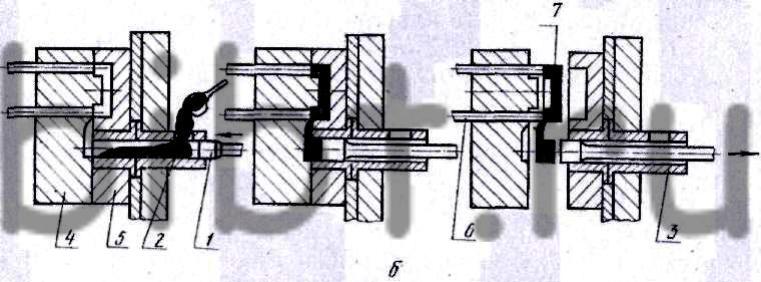
Рис. 15. Схемы процесса литья под давлением на машине:
а - с холодной вертикальной камерой прессования, б - с холодной горизонтальной камерой прессования; I - положение перед заливкой, II - во время заливки, III - после заливки
Пресс-форма состоит из двух полуформ 4 и 5. После затвердевания расплава полуформа 4 отходит в сторону, а отливка 7 вместе с литником 10 выталкивается толкателями 6. Излишек металла 9, который не вошел в полость пресс-формы, выталкивается из камеры поршнем 8 и поступает на переплавку.
Литье под давлением на машине с горизонтальной камерой (рис. 15, б) протекает в той же последовательности.
Основные преимущества литья под давлением заключаются в следующем. Литье под давлением позволяет решить одну из важнейших задач литейного производства: максимально приблизить размеры отливки к размерам готовой детали. Отливки, полученные в металлических пресс-формах, имеют чистую и гладкую поверхность, что значительно сокращает поверхностную отделку деталей (шлифование, полирование и т. д.). Этим способом отливают ответственные детали с тонкими стенками, сложной конфигурации. Кроме того, литье под давлением применяют для соединения нескольких деталей или получения отливок с арматурой из других металлов. Отливки, полученные литьем под давлением, имеют мелкозернистую структуру и высокие механические свойства.
Экономически выгодным также является то, что в одной пресс-форме можно изготовить в короткий срок большое количество отливок. Высокая производительность этого способа литья и минимальные припуски снижают себестоимость производства как в литейном, так и в механических цехах.
Кроме того, литье под давлением исключает применение формовочных смесей, поэтому санитарно-производственные условия лучше, чем в обычных литейных цехах.
Таким образом, литье под давлением - один из наиболее прогрессивных способов изготовления отливок.
С другой стороны, литье под давлением - сложный технологический процесс, который требует знаний металлургии сплава, технологии литья, специальных знаний инструментального производства при изготовлении пресс-форм и, наконец, механики при эксплуатации машин для литья под давлением.
Литье под давлением имеет некоторые недостатки, например появление в отливках мелких воздушных раковин (пористости). Находящийся в полости пресс-формы воздух не успевает полностью выходить наружу и частично смешивается с расплавом. Не успевают выйти из отливки и газы, растворенные в металле, из-за пористости отливки нельзя подвергать термообработке, так как при нагреве появляются вздутия. Трудно, а иногда и невозможно, отлить этим способом деталь с поднутрением и внутренними полостями.
Существующие в современном производстве машины и пресс-формы пригодны лишь для изготовления отливок из сплавов с температурой плавления ниже 1000° С. Для литья стали изготовлены специальные опытные литейные машины и пресс-формы (см. гл. VI).
Литьем под давлением можно получать отливки не из всех сплавов. Наиболее пригодные - цинковые сплавы, некоторые алюминиевые, латуни. Труднее получать этим способом детали из стали и чугуна. Не отливают под давлением детали из бронз.
Высокая стоимость оборудования и пресс-форм делает не всегда выгодным производство небольших партий отливок способом литья под давлением, поэтому способ литья под давлением широко распространен в серийном и массовом производствах.
Контрольные вопросы
1. Из каких операций состоит технологический процесс получения отливок?
2. Как устроена песчаная литейная форма?
3. Какие машины применяют для изготовления форм и стержней?
4. Из каких элементов состоит литниковая система?
5. Назовите специальные методы получения отливок, их преимущества и недостатки.
6. В чем сущность литья под давлением?
7. Укажите преимущества и недостатки литья под давлением.