
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Стадии заливки расплава в машинах для литья под давлением с холодной вертикальной (или горизонтальной) камерой прессования.
В прессующем механизме (рис. 23) машин с холодной вертикальной (или горизонтальной) камерой прессования заливка расплава происходит за три стадии: начальное медленное перемещение поршня, быстрое перемещение для заполнения пресс-формы расплавом с необходимой скоростью, окончание заливки.
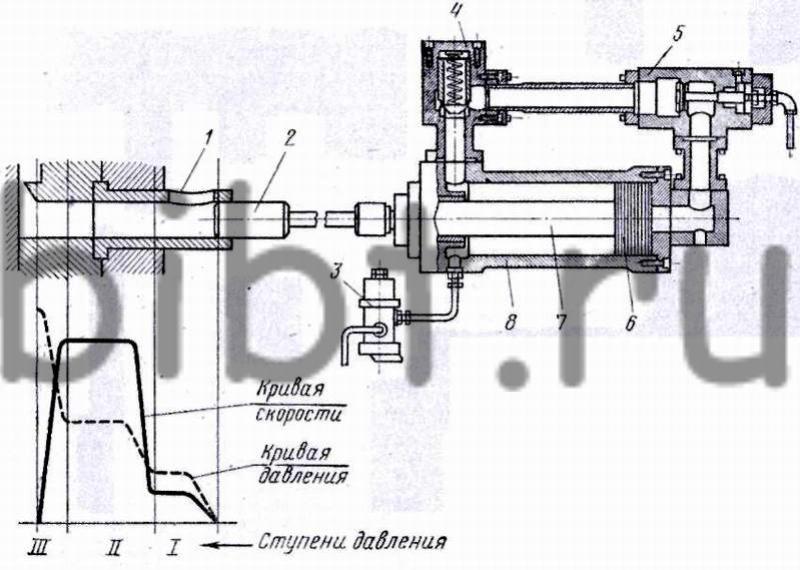
Рис. 23. Устройство для трехступенчатого прессования и графики изменения скорости и давления
После нажатия кнопки «Прессование» плунжер 2 прессующего цилиндра 8 вначале медленно движется вперед, чтобы предотвратить выплескивание расплава из заливочного отверстия 1. Начальную скорость (см. график рис. 23) поршня устанавливают при помощи ограничительного клапана 5, регулирующего подачу рабочей жидкости от насоса и аккумулятора.
Когда прессующий поршень пройдет заливочное отверстие 1, ограничительный клапан 5 полностью открывается и масло (рабочая жидкость) из левой части цилиндра поступит под давлением через регулировочный клапан 4 и клапан 5 в правую часть цилиндра. Вследствие разности диаметров поршня 6 и штока 7, а также благодаря дополнительной подаче масла из левой части цилиндра в правую (через клапаны 4 и 5) скорость прессующего поршня увеличивается в три раза (см. график рис. 23, II ступень давления). После заполнения расплавом рабочей полости пресс-формы возникает противодавление в системе, обусловливающее открытие разгрузочного клапана 3. Через клапан 3 и клапаны 4 и 5 в штоковую часть цилиндра 8 поступает из сети жидкость под давлением 70 ат и снова увеличивается давление на поршень в цилиндре 8. Так, при диаметре прессующего поршня 57 мм удельное давление на металл составит 1 690 ат. Оно действует только в период кристаллизации сплава для повышения плотности и прочности отливки. Включение высокого давления в конечной стадии прессования происходит мгновенно после заливки расплава в полость пресс-формы. Продолжительность действия высокого давления (см. график рис. 23, III ступень давления) устанавливают с помощью электрического реле времени.
Механизмы ступенчатого прессования применены на машинах 515М; 516М2, а также на машинах фирм «Бюлер» (Швейцария), CLPO (ЧССР), «Триульци», «Идра» (Италия), «Вайнгартен», «Вотан» (ФРГ).
На большинстве машин зарубежных фирм изменена конструкция гидрооборудования. На машинах со старой системой прессующего узла аккумулятор смонтирован со стороны, противоположной механизму прессования, что удлиняет трубопровод от аккумулятора к цилиндру прессования. Масло в этой магистрали и аккумуляторе, а также масса подвижных частей цилиндра прессования составляет значительную инерционную массу, которая приводится в движение при прессовании и в момент окончания заполнения пресс-формы жидким металлом резко останавливается. При этом некоторая часть кинетической энергии преобразуется в потенциальную энергию деформации, а остальная часть - порождает гидравлический удар, вызывающий резкое повышение давления и знакопеременные автоколебания, затухающие со временем.
Статическое давление на плунжер становится эффективным только после затухания колебаний (рис. 24, в, кривая 1). Мгновенное повышение давления в прессующей системе приводит к выплеску расплава, который, застывая, образует по разъему пресс-формы облой (рис. 24, а).
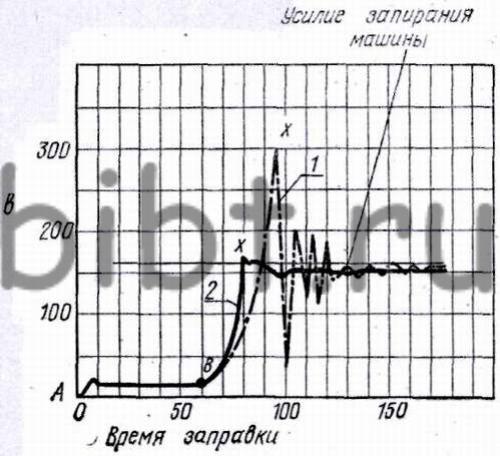
Рис. 24. Отливки, получаемые на машинах:
а - без устройства прямого прессования, б - с устройством прямого прессования, в - кривые изменения давления; 1 - у машин без устройства прямого прессования, 2 - с устройством прямого прессования; А - В - заполнение литниковых каналов, В - X - заполнение оформляющей полости пресс-формы
Получение качественных отливок без облоя (рис. 24, б) обеспечивается применением новой системы прессующего узла. В этой системе все гидрооборудование машины смонтировано со стороны прессующего поршня, вместо обычного аккумулятора использован небольшой аккумулятор с поршнем; отделяющим масло от азота. Полость аккумулятора соединена с полостью мультипликатора коротким трубопроводом большого сечения через быстродействующий клапан с электроуправлением. Мультипликатор представляет одно целое с цилиндром прессования, отделен от прессующего поршня. Поршневой аккумулятор смонтирован над прессующим механизмом.
В такой конструкции машин резко уменьшились подвижные массы прессующей системы и снизились величины кинетической энергии и гидравлического удара, сократилось время затухания автоколебаний и ускорилось действие эффективного статического давления на металл после заполнения пресс-формы.