
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Акурад - процесс специальный способ литья под давлением для изготовления толстостенных высококачественных отливок.
Для изготовления толстостенных высококачественных отливок применяют специальный способ литья под давлением, получивший название акурад - процесс. Для осуществления этого процесса машины для литья под давлением имеют механизм прессования 3 с двойным плунжером (рис. 25). При таком механизме запрессовка расплава в пресс-форму происходит в две стадии: первая стадия (рис. 25, а, б) выполняется внешним прессующим поршнем 4, вторая стадия (рис. 25, в) - внутренним подпрессовочным поршем 5 после образования корочки 1 расплава на стенках камеры прессования и пресс-формы.
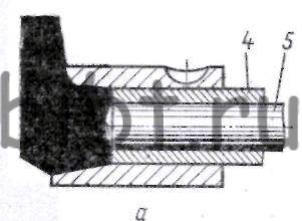

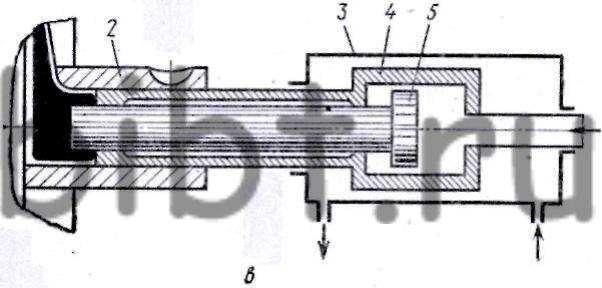

Рис. 25. Прессование по способу «акурад-процесса»
Первая стадия запрессовки (рис. 25, а) продолжается до тех пор, пока внешний прессующий поршень 4, перемещающийся вместе с внутренним поршнем 5, преодолевает сопротивление расплава, затвердевшего у стенок камеры прессования 2. Как только корочка 1 достигнет определенной толщины, внешний поршень 4 останавливается (рис. 25, б), а внутренний подпрессовочный поршень 5 (рис. 25, в) продолжает двигаться, ломая корочку и увеличивая давление на расплав, так как в момент остановки внешнего поршня в камере прессования наблюдается резкое повышение давления. После окончания подпрессовки внутренний поршень останавливается, а внешний поршень приходит в движение, выталкивая пресс-остаток 6 (рис. 25, г).
При акурад-процессе необходимо соблюдать следующие условия:
толщина питателя должна быть равна или больше толщины стенки отливки, чтобы обеспечить более позднее затвердевание расплава в питателе;
питатель должен подводить расплав в наиболее массивную часть отливки и снизу, чтобы предотвратить произвольное затекание расплава из полости пресс-формы;
полость пресс-формы должна заполняться сплошным потоком расплава при скоростях впуска не более 0,5 м/с;
подпрессовку начинать только после образования корочки расплава на стенках пресс-формы и камеры прессования;
система охлаждения должна предусматривать направленное затвердевание отливки.
Медленное заполнение пресс-формы расплавом при акурад-процессе исключает захват газовых включений, эффективная под-прессовка, устраняющая усадочные раковины, позволяют изготовлять отливки из сплавов, подвергающихся высокотемпературной обработке. Акурад-процесс требует тщательного контроля и регулирования температурного режима пресс-формы. Область использования акурад-процесса ограничивается отливками не очень сложной конфигурации с толщиной стенки не менее 5 мм.