
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 14. Машины для литья под давлением с горячей камерой прессования.
В этих машинах камера прессования помещена непосредственно в ванне с расплавом. Часть канала (металлопровод), находящаяся над уровнем расплава, обогревается дополнительно газом или электричеством. При этом струя расплава не застывает и легко поступает через металлопровод и мундштук в металлическую пресс-форму, что особенно важно при производстве отливок из цинковых и оловянно-свинцовых сплавов с низкой температурой заливки.
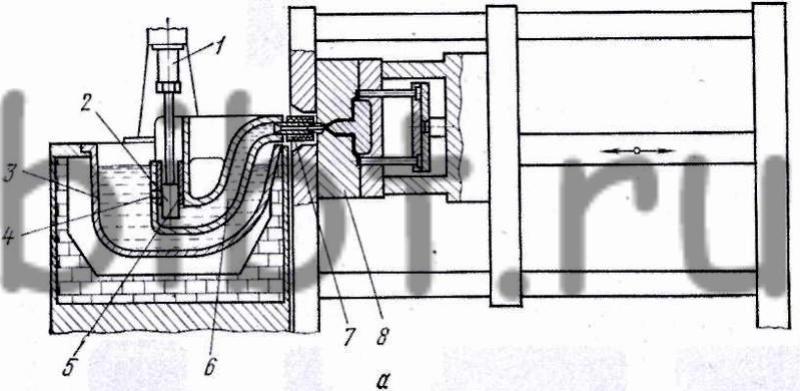
Рис. 26. Литейная машина с горячей камерой прессования: а - схема камеры, б - общий вид
Принцип действия этих машин следующий (рис. 26). В чугунный тигель 3 заливают расплав. Для поддержания постоянной температуры тигель снизу подогревается. Расплав при верхнем положении поршня 2 через отверстие 4 заполняет канал 6 и полость цилиндра 5. Перед заливкой расплава пресс-форма 8 закрывается и конец мундштука 7 заходит в канал 6, соединяя полость пресс-формы с каналом. При автоматическом включении цилиндра 1 поршень опускается, давит на расплав, находящийся в цилиндре 5, и вытесняет его из канала в полость пресс-формы. После затвердевания отливки поршень поднимается, пресс-форма открывается, а затвердевшая отливка выталкивается из пресс-формы. Затем пресс-форму обдувают и рабочий цикл машины повторяется снова.
Производительность полуавтоматических машин до 250, а автоматических-до 1 000 отливок в час при обслуживании нескольких машин одним человеком. Рабочее давление в разных конструкциях машин колеблется от 10 до 75 ат.
Основным недостатком машин является быстрый износ поршневой пары в условиях высокой температуры расплава (порядка 500° С).
Современная литейная машина 71305 с горячей камерой прессования спроектирована на Тираспольском заводе литейных машин имени С. М. Кирова (г. Тирасполь). Машина предназначена для изготовления деталей из сплавов на основе цинка в массовом и крупносерийном производстве.
Основные узлы: станина, механизмы прессования и запирания, печь, ограждение, блок охлаждения, механизм смазки, гидроагрегат, электрооборудование. Все узлы расположены на станине или внутри нее. Электрошкаф установлен отдельно от машины. Общая компоновка машины выполнена таким образом, что станина разгружена от всех усилий, возникающих в механизмах запирания и прессования. На машине принято нижнее расположение камеры прессования относительно отливки и центра плиты.
Гидрорычажный механизм запирания пресс-форм во время запрессовки расплава настраивают на требуемую высоту пресс-формы при помощи домкрата, расположенного между двумя подвижными плитами. Горячая камера прессования обеспечивает работу машины на автоматическом режиме.
Механизм прессования обеспечивает ступенчатую скорость прессования и высокое конечное давление на расплав после заполнения пресс-формы, способствующие удалению воздуха из полости пресс-формы и повышению плотности отливки.
Отливка выталкивается гидравлическим выталкивателем, находящимся в подвижной плите. Коллектор позволяет регулировать интенсивность водяного охлаждения прессующего плунжера, пресс-формы (в четырех точках) и неподвижной плиты. За сливом воды из каждой точки можно наблюдать визуально. Безопасность работы на машине обеспечивается блокировками, предотвращающими неправильное включение механизмов, защитными дверью с рабочей стороны машины и кожухом вокруг механизма запирания. Кнопочное управление, автоматический режим работы в сочетании с рациональным размещением органов управления и основных мест обслуживания сводит к минимуму утомляемость литейщика, что позволяет ему обслуживать сразу несколько машин.