
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Пресс-формы для серийного производства. Пресс-формы для массового производства. Одногнездная пресс-форма для блока шинных кранов.
Конструкции пресс-форм для литься под давлением отличаются большим разнообразием. Это обусловлено рядом факторов: конструкцией самой отливки, свойствами сплава, из которого она должна отливаться, выбранной машиной, характером производства и т. п.
Пресс-формы для отливок из алюминиевых и медных сплавов изготовляют с запасными формообразующими деталями, соблюдая взаимозаменяемость деталей.
Литье под давлением характерно для массового и серийного производства. Однако когда деталь другим способом изготовить невозможно, то и для получения небольшого количества отливок используют способ литья под давлением.
Пресс-формы для серийного производства отличаются от форм для массового производства упрощенной конструкцией. Выем стержней и выталкивание отливок осуществляют большей частью вручную. Пресс-формы, как правило, одногнездные (можно получить только одну отливку). Кроме того, применяют универсальные блок-формы со сменными пресс-формами или делают многогнездные пресс-формы для получения нескольких различных отливок.
Пресс-формы для массового производства характеризуются надежной конструкцией, автоматизацией всех операций по извлечению стержней и выталкиванию отливок. Эти пресс-формы, как правило, имеют систему охлаждения. Пресс-формы для небольших деталей массового производства чаще всего делают многогнездные, В таких пресс-формах не одна оформляющая полость, а несколько, которые соединены с одним питающим их литником. Применяя многогнездные пресс-формы, увеличивают производительность труда, так как за одну запрессовку в этом случае можно получить несколько отливок. Для простых деталей применяют пресс-формы с 45—75 гнездами. Использование многогнездных пресс-форм позволяет экономить сплав, так как на один и тот же литник и пресс-остаток приходится большее количество отливок.
Кроме того, из-за сложности конструкции и большой массы отливки или недостаточной мощности машины в массовом производстве также применяют одногнездные пресс-формы. Например, для отливки детали 2, имеющей отверстия с шести сторон (рис. 30), применение многогнездной пресс-формы невозможно.
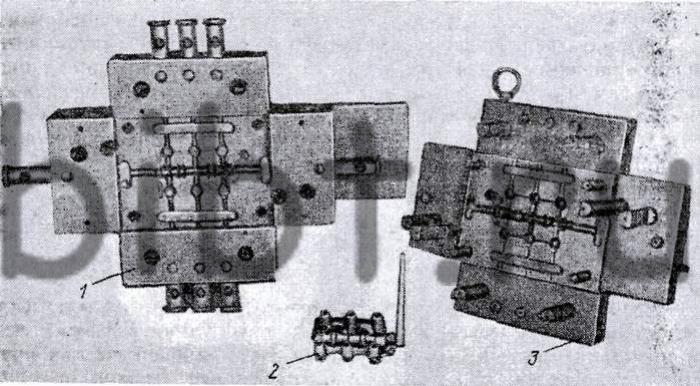
Рис. 30. Одногнездная пресс-форма для блока шинных кранов:
1 — подвижная половина пресс-формы, 2 — отливка, 3 — неподвижная половина пресс-формы
Но применение многогнездных пресс-форм целесообразно только в массовом производстве, так как стоимость их по сравнению с одногнездными значительно выше. Наиболее трудоемкой и дорогостоящей частью пресс-формы являются детали, оформляющие ее полость. При определении необходимого количества гнезд решающим фактором подсчета экономической целесообразности является количество заданных отливок.
Получение разных отливок в многогнездных пресс-формах в серийном производстве нецелесообразно, так как потребность в отливках неодинаковая.