
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава IV
ПРЕСС-ФОРМЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
§ 19. Конструкция пресс-форм для литья под давлением.
Для литья под давлением применяют стальные пресс-формы, имеющие одну или несколько полостей, очертания которых являются негативным (обратным) отпечатком отливки. Полость пресс-формы, за исключением пространства для усадки заливаемого расплава, должна соответствовать готовой отливке без припусков на обработку или с припусками, если они заранее предусмотрены.
Собранная пресс-форма (рис. 29) чаще всего представляет собой прямоугольный параллелепипед или цилиндр, состоящий из подвижной и неподвижной частей, в которых смонтированы все ее детали.
Неподвижную часть пресс-формы при помощи плиты 12 крепят к неподвижному блоку машины, а подвижную часть при помощи плиты 19 - к постаменту, устанавливаемому на подвижном блоке машины. Крепление производят захватами. Расплав поступает в пресс-форму через литниковую втулку 8, ударяется о защитную вставку 6 и растекается по литниковым каналам 7 в гнезда пресс-формы, образуя отливки.
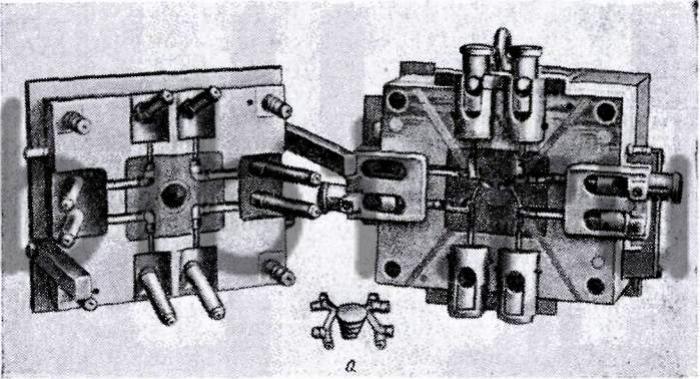
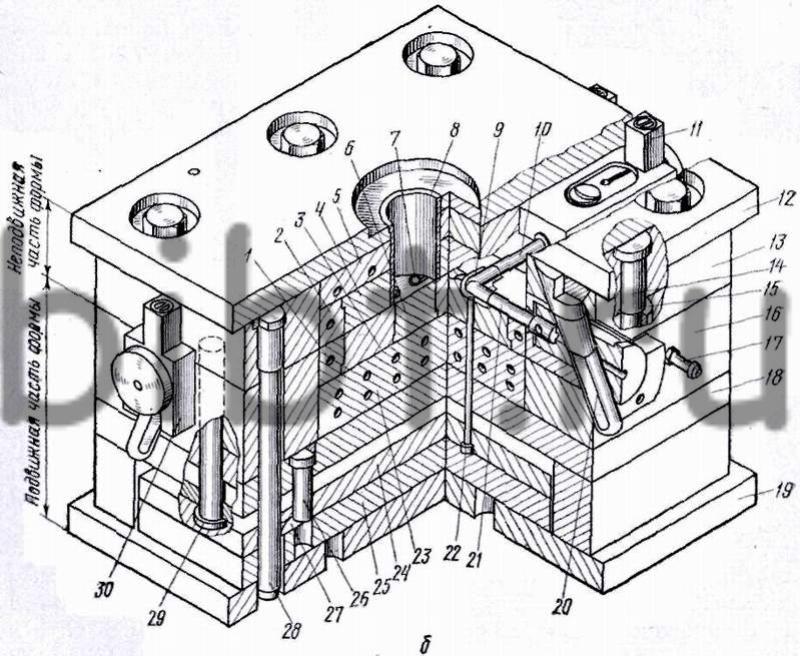
Рис. 29. Пресс-форма для литья под давлением: а - раскрытая, б - в сборе
В плиты 13 и 16, называемые обоймами, вставлены дополнительные подкладные плиты 5 и 23 и промежуточные обоймы 1 и 2, в которых устроены каналы для циркуляции охлаждающей воды. Между обоймами 1 и 2 и плитами 5 и 23 вставлены вкладыши 3 и 4, в которых оформляется внешний контур отливки 9. Внутренние полости отливки образуются подвижными стержнями 10 и 21.
При раскрытии пресс-формы отливка остается на подвижных стержнях 10 и 21 в подвижной части пресс-формы, вместе с которой движется до тех пор, пока плита 25 не упрется в толкающие шпильки, находящиеся в подвижном постаменте машины. За это время происходит выдвижение боковых подвижных стержней, при помощи наклонных клиньев-пальцев 20, закрепленных в неподвижной обойме 13.
При дальнейшем движении подвижной части пресс-формы установленные в плитах 24 и 25 выталкиватели 22 снимают отливку с выступающих частей вкладыша 3.
При закрытии пресс-формы обратные толкатели 29, установленные в подвижной обойме 16 и закрепленные в плитах 24 и 25, упираются в неподвижную обойму 13 и устанавливают выталкиватели 22 в исходное положение. Одновременно боковые стержни возвращаются в исходное положение.
Для предохранения от поломки выталкивателей 22 подвижными стержнями 10 и 21 во время закрытия пресс-формы служит узел опережения, который обеспечивает возвращение выталкивателей в исходное положение до начала движения стержней. Узел опережения состоит из пальца 28, имеющего на конце скос под углом 45° и укрепленного в неподвижной обойме 13, пальца 26, закрепленного в подкладной плите 18 и имеющего скос 45°, и ползушки 27 со скосами 45° с двух сторон. При закрытии пресс-формы палец 28 своим концом упирается в ползушку и отводит плиты 24 и 25 в исходное положение, в этот момент ползушки 27 отходят в сторону под скос 45° пальца 26, давая возможность пальцу 28 пройти дальше.
Для предотвращения отхода подвижных стержней под действием расплава на наклонных клиньях-пальцах имеется скос 6° с каждой стороны. Для того чтобы при раскрытии стержни 21 находились в заданном положении, во фланцах втулок 30, служащих направляющими для их ползунов, имеются пружинные фиксаторы 11.
Регулирование температуры пресс-формы осуществляется системой охлаждения, вода в которую поступает из водопровода по резиновому шлангу к штуцерам 17.
Спаривание подвижной и неподвижной частей пресс-формы производят по направляющим втулкам 15 и направляющим колонкам 14.
Таким образом, все детали пресс-формы, которые во время заливки занимают положение, препятствующее выталкиванию отливки, должны быть выполнены подвижными, чтобы удалив их после заливки, можно было вынуть изделие из полости пресс-формы.