
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Комплексные автоматические линии типа КЛ91265СМ для изготовления литейных форм в опоках сложной конфигурации.
Комплексные автоматические линии типа КЛ91265СМ (табл. 11) предназначены для изготовления форм сложной конфигурации с большим перепадом высот в стале- и чугунолитейных цехах серийного производства при часто меняющейся номенклатуре отливок.
11. Техническая характеристика линии типа КЛ91265СМ
| Параметр | Число блоков в линии | ||
| 1 | 2 | 3 | |
Размеры опок в свету, мм |
800Х 700 | ||
Высота опок (верх/низ), мм |
300/300 | ||
Производительность цикловая, форм/ч |
60 | 120 | 180 |
Металлоемкость формы, кг |
30—50 | ||
Число рабочих, обслуживающих линию в одну смену |
3 | 5 | 7 |
Давление прессования, МПа (кгс/см2) |
0,52(5,2) | ||
Расход формовочной смеси, м3/ч: |
|||
общий |
22,3 | 44,6 | 67 |
облицовочной |
0,8 | 1,6 | 2,5 |
наполнительной |
21,5 | 43 | 64,5 |
Число комплектов (верх + низ) опок на линию |
160 | 240 | 320 |
Число модельных комплектов на линию |
1 | 2 | 3 |
Рабочее давление в гидросистеме, МПа (кгс/см2) |
4 (40) | ||
Установленная мощность, кВт |
46,9 | 53,9 | 82,4 |
Габаритные размеры линии, мм: |
|||
длина |
27300 | 52620 | 64100 |
ширина |
9750 | ||
высота |
4800 | ||
Масса поставляемого комплекта, т |
82 | 150 | 214 |
Линии бывают моноблочные, двухблочные и трехблочные. Блоки объединены замкнутым непрерывно движущимся тележечным литейным конвейером. Оптимальное число блоков — два, исполнение блоков левое и правое. Типовая планировка моноблочной линии (с одним блоком) приведена на рис. 8.
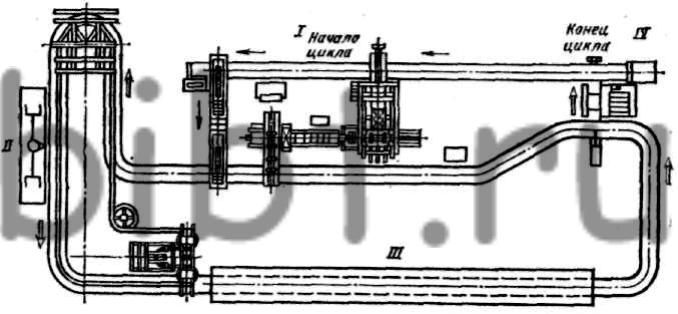
Рис. 8. Типовая планировка линии 1КЛ91265СМ с одним блоком. Участки линии: I- формовки; II — заливки форм; III — охлаждения; IV — выбивки
Линии отличаются планировочными решениями, которые определяют расположение трассы конвейера формовочных блоков.
Основой линии является проходной однопозиционный автомат. Встряхивающий механизм работает с амортизацией ударов и обеспечивает режимы: встряхивания с последующим прессованием либо встряхивание с одновременным прессованием. Формы изготовляют в опоках специальной конструкции без шпон с применением облицовочной и наполнительной формовочных смесей.
Наличие двух или трех автоматических блок-линий на одном литейном конвейере позволяет одновременно формовать два или три наименования отливок, специализировать блоки на производстве определенных отливок и накапливать для них комплекты стержней, планировать равномерное распределение трудоемкости при простановке стержней.
Технологический цикл изготовления форм включает следующие операции: сталкивание комплекта пустых опок с непрерывно движущегося литейного конвейера; разъединение (распаровку) опок; последовательную заформовку верхней и нижней полуформ, вытяжку моделей, установку полуформ на спутниковый транспортер для простановки стержней; сборку форм; передачу собранных форм на непрерывно движущийся конвейер; нагружение форм грузами; заливку, снятие грузов, охлаждение и выбивку форм.
Наличие роликового конвейера подачи пустых опок, являющегося их накопителем, и установки возврата опок, обеспечивает гибкую связь формовочных блоков с литейным конвейером. Эти устройства и агрегаты при задержке работы на формовочных участках позволяют организовать обращение пустых опок на литейном конвейере.
Спутниковый конвейер для подачи форм на простановку стержней и последующую их сборку, а также склизы для передачи собранных форм на литейный конвейер позволяют обеспечить сохранность форм, исключив их обрушивание и подрывы от вибрации и ударов при использовании других подъемно-передающих или транспортирующих систем.
Автоматические дозаторы позволяют работать либо на облицовочной и наполнительной смесях, либо на единой, сводя потери смесей при заполнении опок к минимуму. Метод дозирования — объемный регулируемый. Максимальная высота выступающей части «болвана» над ладом опок — до 170 мм. Выполняемая литниковая воронка имеет диаметр 80 мм, глубину 120 мм. Простановка стержней в форму и заливка форм — ручная. Грузоукладчик — цепной. Выбивка форм — вибрационная.
Дистанционное управление линией производят с центрального и вспомогательного пультов, расположенных на участках. Логическая часть системы управления выполнена на бесконтактных элементах. Линия имеет электрическую, гидравлическую, пневматическую системы и систему смазывания.
При проектировании вентиляции рекомендуется предусматривать отсос, м3/ч: 20 000 — от пресса выдавливания; 20 000 — от выбивной решетки; не менее 450 от каждого блока на позиции обдува и опрыскивания. Конструкции камер, варианты отвода отсосов определяются проектировщиком цеха и выполняются заказчиком.
Зона линии, в которой размещены основные технологические агрегаты: блок формовки, механизм нагружения форм, участок выбивки, должна по всей длине и ширине обслуживаться цеховым краном грузоподъемностью не менее 5 т. Дополнительно на участках смены моделей и простановки стержней размещают кран-балки грузоподъемностью не менее 250 кг, обеспечивающие подачу стержней и моделей к рабочим местам из зон, находящихся вне контура линии.
В линии использован литейный конвейер типа П100-125-2 (ГОСТ 5938—73).
Техническая характеристика литейного конвейера П100-125-2
Размеры площадки (длина Х ширина), мм 1000X1000
Радиус закруглений, мм 2000
Шаг, мм 1260
Грузоподъемность тележки, кг 2000
Высота над уровнем пола, мм 550
Скорость движения, м/мин:
в двухблочной линии 2,4
в трехблочной линии 3,78
Конвейер, как правило, в комплект поставки не входит и приобретается заказчиком отдельно.