
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Комплексные автоматические линии типа НЛ453 для изготовления стальных и чугунных отливок в сырых одноразовых песчано-глинистых формах при мелкосерийном и серийном производстве отливок.
Комплексные автоматические линии типа НЛ453 (рис. 12) моделей НЛ453С и НЛ453С1 (табл. 12) предназначены для изготовления стальных и чугунных отливок в сырых одноразовых песчано-глинистых формах при мелкосерийном и серийном производстве отливок. Линии созданы на базе челночных трехпозиционных формовочных установок и роликовых конвейеров.
Типовая планировка линии приведена на рис. 12.
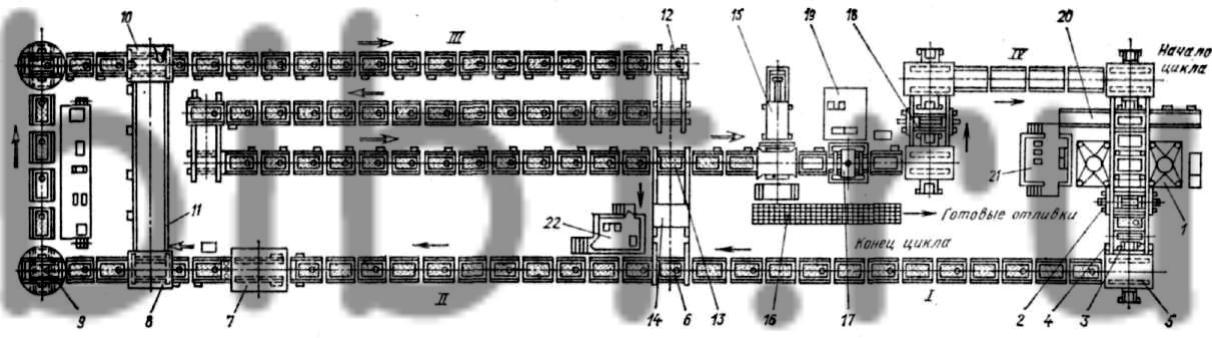
Рис. 12. Типовая планировка комплексной автоматической линии НЛ453С1:
1 - установка формовочная Н2453С1; 2 - кантователь полуформ; 3 - механизм срезания излишка смеси; 4 - механизм фрезерования литниковой чаши; 5 - перестановщик полуформ и опок; 6 - механизм установки нижних полуформ на поддон; 7 - сборщик форм; 8 - укладчик грузов; 9 - поворотный стол; 10 - съемщик грузов; 11 - эстакада для передачи грузов; 12 - передаточная тележка; 13 - механизм съема форм с поддона; 14 - механизм очистки поддона; 15 - пресс выбивки; 16 - виброгрохот; 17 - механизм очистки опок; 18 - кантователь нижних опок; 19 - пульт управления линией выбивки; 20 - устройство для смены модельных комплектов; 21 - пульт управления линией формовки и формовочной установкой; 22 - пульт управления линией транспортирования, сборки, заливки и охлаждения; в состав входят линии: I - формовки; II - простановки стержней; III - транспортирования, сборки форм, их заливки и охлаждения; IV - выбивки
Линии поставляют в виде самостоятельных частей - линий: формовки (НФ453С, НФ453С1), выбивки (НВ343С, НВ343С1), транспортирования, сборки, заливки и охлаждения (НТ313С, НТ313С1) и установки формовочной (Н2453С, Н2453С1).
12. Технические характеристики линий
| Параметр | НЛ453С | НЛ453С1 |
Размеры опок, мм: |
||
в свету |
1600Х 1200 | 1600Х 1300 |
высота |
500 | |
Производительность цикловая, форм/ч |
25 | 14 |
Средняя масса отливок, кг |
300 | |
Число рабочих, обслуживающих линию в одну смену |
6 | |
Давление прессования: |
||
по контуру опоки, МПа (кгс/см2) |
2,5 (25) | |
в центре опоки, МПа (кгс/см2) |
2(20) | |
Расход формовочной смеси, м3/ч |
60-65 | 40-45 |
Число комплектов (верх + низ) опок на линию |
100 | 80 |
Рабочее давление в гидросистеме, МПа (кгс/см2) |
6,3 (63) | |
Установленная мощность, кВт |
580 | 510 |
Габаритные размеры линии, мм |
109200Х21400Х10300 | 99600Х21400X10300 |
Заглубления линии, мм |
3200 | |
Масса поставляемого комплекта, т |
1550 | 1350 |
Технологический цикл изготовления отливок на линии включает следующие операции: последовательную формовку верхних и нижних полуформ, кантование нижней полуформы, фрезерование литниковой чаши в верхней полуформе, установку нижней полуформы на поддон, сборку формы, нагружение форм грузами, заливку, снятие грузов, охлаждение, снятие формы с поддона, выдавливание кома и разъединение комплекта опок, подачу кома на выбивку и отделение отливок от смеси, очистку внутренних поверхностей опок от остатков смеси, кантовку нижней опоки и подачу опок на формовку.
Единая песчано-глинистая смесь повышенной прочности уплотняется в формовочной установке методом предварительного встряхивания с последующим одновременным встряхиванием и прессованием (с помощью дифференциальной многоплунжерной головки).
Дистанционное управление выполняют с центрального и вспомогательных пультов линий, расположенных на участках. В систетмах управления использована аппаратура общепромышленного применения. Логическая часть системы выполнена на бесконтактных логических элементах отечественного производства. Режимы работы линии - наладочный и автоматический.